






Як мы ўсе ведаем, у сучаснай машынабудаўнічай прамысловасці прадпрыемствы маюць шырокі спектр попытуспецыяльныя станкі. Звычайна звычайныя свідравальныя станкі адрозніваюцца высокай працаёмкасцю, нізкай спецыяльнай прадукцыйнасцю, нізкай прадукцыйнасцю і адсутнасцю гарантыі дакладнасці; у той час як спецыяльныя некалькі адтулінсвідравальныя станкізручныя, працаёмкія, простыя ў засваенні, не схільныя эксплуатацыйным памылкам і збоям. Яны могуць не толькі знізіць стомленасць работнікаў, але і забяспечыць бяспеку рабочых і свідравальных машын. Гэта бяспечна, а таксама можа павысіць прадукцыйнасць свідравальнай машыны. З бесперапынным развіццём навукі і тэхнікі,спецыяльныя свідравальныя станкішырока выкарыстоўваюцца ў вытворчасці. Іншымі словамі, чым мацней спецыялізацыя, тым лепш кампанія можа гарантаваць якасць сваёй прадукцыі. Такім чынам, выкарыстанне спецыяльных станкоў гуляе вельмі важную ролю ў канкурэнтаздольнасці прадпрыемстваў.

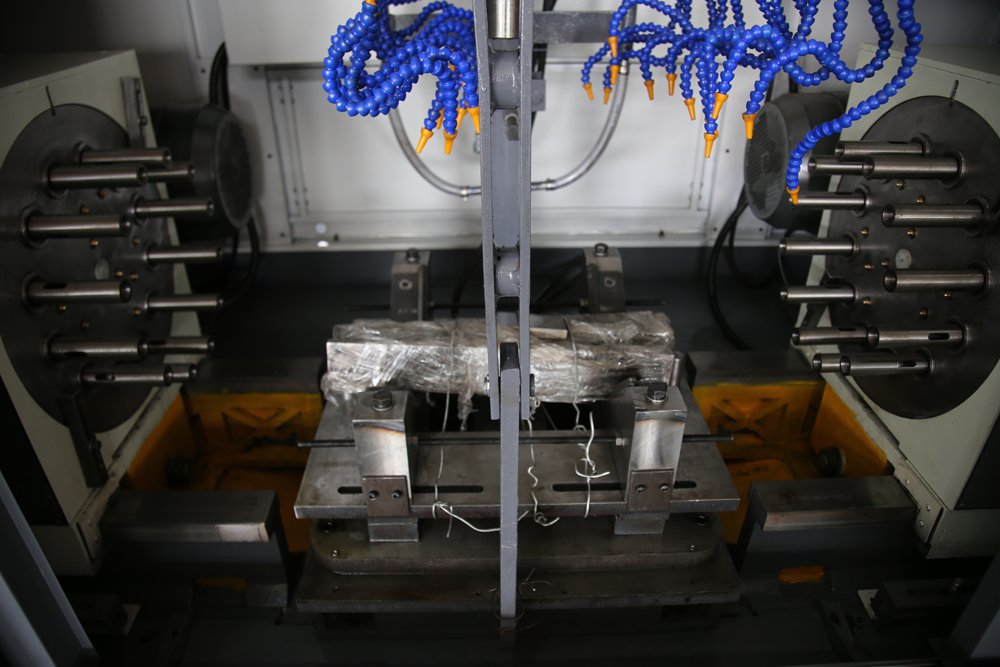
Theсвідравальны станок для некалькіх адтулінвырабляецца нашай фабрыкай асабліва накіравана наарматурнай прамысловасці. Ён можа рэалізаваць усе відызасаўкі, дросельныя засаўкі, рэгулюючыя клапаныі іншыя клапаны. Могуць быць трох- або двухбаковыя фланцы з літой сталі або чыгунусвідраваныя і нарэзаныяу той жа час. У дадатак да дзіўнага павелічэння эфектыўнасці клапана, іншыя асноўныя сферы прымянення, такія як апрацоўка корпусаў помпаў, аўтазапчастак, машынабудавання і іншых частак, таксама могуць быць выкарыстаны для адначасовага свідравання кантавых адтулін, сярэдніх адтулін, канічных адтулін і сферычныя адтуліны на нарыхтоўцы. Апрацоўка адтулін. Мульты-свердзел для адтулінмае два рэжымы працы гідраўлічнай і лікавай сістэмы кіравання, якія могуць рэалізаваць аўтаматызацыю, высокую дакладнасць, шматстайнасць і масавую вытворчасць.
Ёсць таксама некаторыя меры засцярогі пры выкарыстаннісвердзела на некалькі адтулін. Для гэтага мы зрабілі наступнае рэзюмэ:
1) Свердзел павінен быць індывідуальна настроены і ўпакаваны, і ён павінен быць трывала замацаваны падчас транспарціроўкі, каб пазбегнуць вібрацыі і сутыкнення.
2) Для вымярэння дыяметра свердзела выкарыстоўвайце бескантактавы вымяральны інструмент, напрыклад інструментальны мікраскоп, каб пазбегнуць траўмаў пры механічным кантакце.
3) Theмногошпиндельное свідраваннегалоўка павінна выкарыстоўваць кольца пазіцыянавання свідравальнага шаблону падчас выкарыстання, так што падаўжэнне свердзела, усталяванага на шпіндзелі, павінна быць адрэгулявана, каб быць паслядоўным. Шматшпіндзельнысвідравальныя станкітрэба звярнуць больш увагі на гэты момант, так што глыбіня свідравання кожнага шпіндзеля павінна быць аднадушнай.
4) Праверце знос рэжучай абзы свердзела.
5) Theсвідравальны станок для некалькіх адтуліннеабходна рэгулярна правяраць канцэнтрычнасць шпіндзеля і патрона. Дрэнная канцэнтрычнасць прывядзе да паломкі свердзелаў малога дыяметра і павелічэння дыяметра адтуліны. Дрэнная сіла заціску прывядзе да таго, што фактычная хуткасць не будзе адпавядаць зададзенай хуткасці. Паміж свердзеламі будзе слізгаценне.
6) Даўжыня заціску свердзела з некалькімі адтулінамі на патроне ў 4-5 разоў перавышае дыяметр хваставіка свердзела, які трэба трывала заціснуць.
7) Заўсёды правярайце шпіндзель. Галоўны вал нельга трэсці, каб прадухіліць зламаныя свердзелы і частковыя адтуліны падчас свідравання.
8) Сістэма пазіцыянавання на працоўным стале свердзела з многімі адтулінамі цвёрда ўстаноўлена і пакладзена роўна, што падаўжае тэрмін службы свердзела і зніжае выдаткі і кошт вытворчасці. Празмерны эфект драбнення контрпрадуктыўны.


Час публікацыі: 20 лістапада 2021 г