
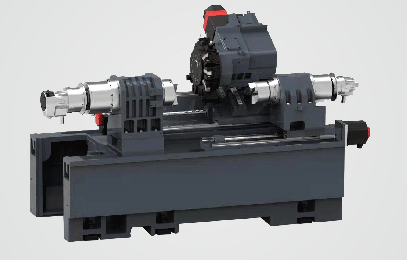
Такарна-фрэзерны камбінаваны станок з ЧПУ

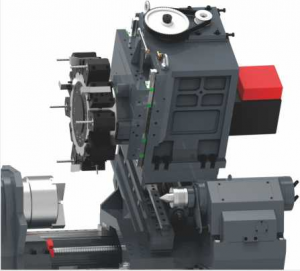
ІНТЭГРАВАНАЯ ПАЗІТЫЎНАЯ ВОСЬ
Канструкцыя Longmen, звышцвёрдая
Інтэграваная станоўчая структура восі Y належыць да высокацвёрдай рэзкі, і яе прадукцыйнасць лепш, чым у інтэрпаляцыйнай восі Y.
а.Цяжкая рэзка з рухам па адной восі Y лепш, чым інтэрпаляцыя па восі Y, а вось Y перпендыкулярна восі X.
б.Апрацоўка контуру плоскасці больш гладкая і плоская.
в.Больш зручны для апрацоўкі складаных паверхняў і контураў.
Камбінаванае такарна-фрэзернае абсталяванне "Positive Y" мае відавочныя перавагі ў апрацоўцы плоскасці фрэзеравання ў параўнанні з камбінаваным такарна-фрэзерным абсталяваннем "інтэрпаляцыя Y". Рух восі Y "Positive Y" перпендыкулярны восі X, якая з'яўляецца адзінай -рух па восі і "інтэрпаляцыя Y" рух па восі Y заключаецца ў інтэрпаляцыі прамой лініі праз адначасовы рух па восі X і восі Y, плоскасць плоскасці фрэзеравання і параўнанне "станоўчага" павароту восі Y- камбінаванае фрэзераванне, камбінаваная апрацоўка такарна-фрэзернага фрэзеравання пазітыўнай восі Y відавочна яркая і плоская.
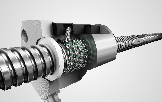
Двайны фіксаваны шарыкавы шруба
Выкарыстоўваюцца высакаякасныя ШВП і ролікавыя накіроўвалыя вядучых сусветных вытворцаў.
Нягледзячы на дорага, толькі высакаякасная прадукцыя можа задаволіць высокую дакладнасць і доўга
патрабаваны кліентам тэрмін службы.
Серварухавікі з прамой цеплаізацыяй
Серварухавік непасрэдна злучаны з шарыкавай шрубай праз сталёвую муфту, якая
гарантуе адсутнасць дэгенерацыі і зрушэння нават пры вялікіх нагрузках.
Гэта значна павысіць дакладнасць пазіцыянавання, а таксама апрацоўку разьбы і контуру
будзе больш дакладным.
106M 108M 208M
| Мадэль ltem | Імя | Адзінка | 106MY | 108MY | 208MY |
| Падарожжа | Макс.Дыяметр павароту на ложку | mm | φ600 | φ600 | φ600 |
| Макс.Дыяметр апрацоўкі | mm | φ320 | φ300 | φ400 | |
| Макс .Дыяметр апрацоўкі на трымальніку інструмента | mm | φ220 | φ220 | φ380 | |
| Макс.Даўжыня апрацоўкі | mm | 250 | 250 | 370 | |
| Адлегласць паміж цэнтрамі | mm | 380 | 380 | 600 | |
| Шпіндзельны рухавік Гідрацыліндр Чуч Параметр | Верацянёвы нос | тыпу | А2-5 | А2-6 | А2-6 |
| Макс .Хуткасць шпіндзеля | абаротаў у хвіліну | 5500 | 4300 | 4200 | |
| Алейны цыліндр/ патрон | цаля | 6” | 8” | 8” | |
| Атачка шпіндзеля | mm | φ56 | φ65 | φ65 | |
| Дыяметр прутка | mm | φ45 | φ52 | φ52 | |
| Шпіндзельны рухавік з прамым прывадам | kw | 17.5 | 22 | 22 | |
| Падача па восі X/Z/Y Параметр | X Падарожжа | mm | 180 | 180 | 280 |
| Спецыфікацыя лінейнай накіроўвалай X/Z | спэс | 35/35 Ролік | 35/35 Ролік | 35/35 Ролік | |
| Z Падарожжа | mm | - | 300 | 600 | |
| X/Z/Y Магутнасць рухавіка | kw | 1,8/1,8/1,0 | 1,8/1,8/1,0 | 1,8/1,8/1,0 | |
| Хуткі ход X/Z//Y | м/хв | 30/30/10 | 30/30/10 | 20/20/10 | |
| Дакладнасць пазіцыянавання | mm | ±0,005 | ±0,005 | ±0,005 | |
| Паўтарыце дакладнасць пазіцыянавання | mm | ±0,003 | ±0,003 | ±0,003 | |
| Параметр турэлі | Размяшчэнне інструмента | шт | БМТ45-12Т | БМТ45-12Т | БМТ55-12Т |
| Сілавы рухавік вежы | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Квадратны трымальнік для інструментаў | mm | 20×20 | 20×20 | 20×20 | |
| Круглы трымальнік для свідравальных інструментаў | mm | φ32 | φ32 | φ40 | |
| Час змены суседняга інструмента | сек | 0,15 | 0,15 | 0,15 | |
| Дакладнасць пазіцыянавання | / | ±2” | ±2” | ±2” | |
| Паўтарыце дакладнасць пазіцыянавання | / | ±1” | ±1” | ±1” | |
| Задняя бабка Параметры | Праграмуемая гідраўлічная задняя бабка | / | √ | √ | |
| Макс .Падарожжа Задняй бабкі | mm | 360 | 360 | 440 | |
| Канічнае адтуліну ўтулкі задняй бабкі | тыпу | MT 5# | MT 5# | MT 5# | |
| Дыяметр рукавы | mm | / | / | / | |
| Рукаў падарожжа | mm | / | / | / | |
| Механічны памер | Памер машыны | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| Вага машыны | kg | 3700 кг | 3800 кг | 5200 кг |

Сервоавтоматическая падача пруткоў
Кармушкі TENOLY адрозніваюцца звышмоцнай і аўтаматызаванай канструкцыяй,
Гэта значна павялічвае прадукцыйнасць і спрашчае такарныя аперацыі.
Захоп дэталяў
Уловитель нарыхтовак распрацаваны па прынцыпе механічнай сувязі, якая можа быць хутка
звязаны з гатовым прадуктам пасля апрацоўкі.


Ролікавая лінейная накіроўвалая THK
Лінейная накіроўвалая мае нулявы зазор, рэзку па дузе, рэзку з фаскай, а тэкстура паверхні адносна аднастайная.Ён падыходзіць для працы на высокай хуткасці і значна зніжае магутнасць прывада, неабходную для машыны. Лінейныя накіроўвалыя рэйкі выкарыстоўваюць качэнне замест слізгацення з невялікімі стратамі на трэнне, адчувальнай рэакцыяй і высокай дакладнасцю пазіцыянавання.Ён можа несці нагрузку ўверх, уніз, налева і направа адначасова.Пад нагрузкай кантактная паверхня дарожкі ўсё яшчэ знаходзіцца ў шматкропкавым кантакце, і калянасць рэзкі не будзе зніжана;Лёгкая і ўзаемазаменная зборка і простая структура змазкі;лінейныя накіроўвалыя вельмі мала зносяцца і служаць доўга.
ШВП THK
Выкарыстанне высокадакладнай шарыка-шрубавай шрубы з папярэдняй нагрузкай гайкі і шрубы
лячэнне папярэдняга нацяжэння, люфт і павышэнне тэмпературы і
падаўжэнне ліквідаваны загадзя, паказваючы выдатнае пазіцыянаванне
і паўтаральнасць.
Прамы прывад з серводвигателем для памяншэння памылкі люфта.

Высокадакладная матарызаваная рука для такарнага станка
Выцягвальны інструмент з высокай дакладнасцю паўтаральнасці Даступны ў розных памерах для задавальнення розных прамысловых патрэбаў Даступны ў розных стандартных памерах, а таксама вырабленыя на заказ сталёвыя вымяральныя рычагі з нізкім каэфіцыентам пашырэння
Выкарыстоўвайце трывалы цырконіевы зонд
Займае мала месца на машыне, калі не выкарыстоўваецца
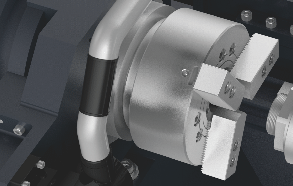
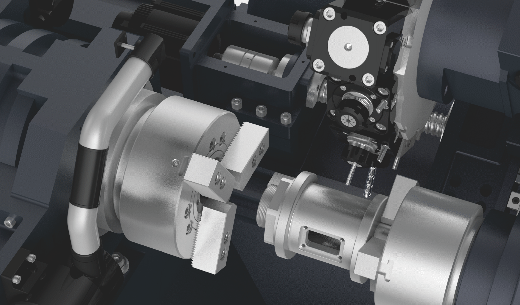
Заціск гідраўлічнага патрона
Такарны станок стандартна абсталяваны гідраўлічным скразным патронам.Патрон можа быць настроены ў адпаведнасці з патрэбамі кліента, і мноства варыянтаў дазволіць вам выбраць найбольш прыдатны заціскны патрон.
Другасны шпіндзель
Абодва канца нарыхтоўкі можна апрацоўваць адначасова за адзін заціск, што значна спрашчае ручную працу.



