






Двушпіндзель з ЧПУ Высокая прадукцыйнасць 1600-800-1200-1600-2000-3000 серыі






Канфігурацыя прадукту
Асаблівасці
ТурэльDэзайнPпрадукцыйнасць
Інтэграваная станоўчая канструкцыя па восі Y вельмі цвёрдая, звышмоцная і мае лепшыя характарыстыкі, чым інтэрпаляцыйная вось Y.
·Больш гладкая і гладкая апрацоўка контуру плоскасці
· Прасцей апрацоўваць складаныя крывалінейныя паверхні і контуры
У параўнанні з "інтэрпаляцыяй Y", "станоўчы Y" мае відавочныя перавагі ў плоскасці фрэзеравання. «Станоўчы Y» рух па восі Y перпендыкулярны восі X і з'яўляецца рухам па адной восі. Рух па восі Y "інтэрпаляцыі Y" заключаецца ў інтэрпаляцыі прамой лініі праз адначасовы рух восі X і восі Y. У параўнанні з «станоўчым Y» для плоскасці фрэзернай плоскасці, апрацоўка «станоўчай» восі Y відавочна яркая і гладкая.
ПрамаяDракаSсінхронныEлектрычныSшпілька
Высокая калянасць, высокі крутоўны момант, больш высокая эфектыўнасць, лепшая аздабленне, больш дакладная індэксацыя.
Усе асноўныя дэталі машын зроблены з чыгуну HT300 з надзвычай моцнай здольнасцю паглынання ўдараў.
Асаблівасці станкоў з электрашпіндзелямі з прамым прывадам
●Дакладнасць пазіцыянавання інкрэментальнага энкодэра з магнітным кольцам (сінус і косінус): 20 кутніх секунд,
Дакладнасць індэксацыі па восі C: 40 кутніх секунд
● Хуткая хуткасць рэакцыі старт-стоп, эканомія часу станка і эфектыўнае паляпшэнне вытворчых магутнасцей
●Малая нагрузка на рэзанне, энергазберажэнне і энергазберажэнне, лепшая абарона станкоў і падоўжаны тэрмін службы
● Эфектыўна ліквідуе вібрацыю шпіндзеля, добры эфект балансавання, добрую аздабленне і паляпшае аздабленне паверхні нарыхтовак.
(Перавагі такарнай апрацоўкі замест шліфавання, знешні выгляд цвёрдага павароту, шурпатасць паверхні Ra 0,2 мкм)
· Рухавік шпіндзеля абсталяваны сістэмай астуджэння для падаўлення ўплыву цеплавога зрушэння і забеспячэння таго, каб шпіндзель працягваў працаваць пры пастаяннай тэмпературы.
(Дакладнасць выцякання насавой часткі знаходзіцца ў межах 0,002 мм, што забяспечвае больш стабільную дакладнасць)
· Сінхронны шпіндзель з прамым прывадам, усталяваны ззаду, больш зручная ўстаноўка і абслугоўванне
· A2-5: 7016AC-пярэднія два заднія два
· A2-6: пярэдні NN3020+100BAR10S, задні NN3018
A2-8: пярэдні NN3024+BT022B*2, задні NN3022
цяжкі-DутыCастIРонBасеAnd Cкампаненты
Усе адліўкі аптымізаваны з выкарыстаннем аналізу канчатковых элементаў (FEA) для памяншэння скажэнняў і здольнасці паглынаць удары пры адрыве. Адліўкі асноўных серый такарных станкоў умацаваны рэбрамі для павышэння калянасці і тэрмічнай стабільнасці. Кампактныя і сіметрычныя адліўкі бабкі і задняй бабкі яшчэ больш павышаюць цвёрдасць і забяспечваюць высокую дакладнасць пазіцыянавання і паўтаральнасць.
Тэхнічныя характарыстыкі
| Пункт | Імя | адзінка | 800 мс | 800 млн. сл | 600 мс | 600 млн. сл | 1200 мс |
| Падарожжа | Макс. дыяметр павароту ложка | mm | Φ700 | Φ800 | Φ700 | Φ800 | Φ700 |
| Макс. дыяметр апрацоўкі | mm | Φ540 | Φ360 | Φ540 | Φ360 | Φ530 | |
| Макс. дыяметр кручэння на трымальніку інструмента | mm | Φ350 | Φ450 | Φ350 | Φ450 | Φ350 | |
| Макс. даўжыня апрацоўкі | mm | 770 | 770 | 570 | 570 | 1050 | |
| Адлегласць паміж двума цэнтрамі | mm | 770 | 770 | 570 | 570 | 1030 | |
| верацяно Цыліндр Чак | Нос верацяна | ASA | A2-6 | A2-6 | A2-6 | A2-6 | А2-8 |
| Гідраўлічны цыліндр/патрон | цаля | 8'' | 8'' | 8'' | 8'' | 10° | |
| Дыяметр скразнога адтуліны шпіндзеля | mm | Φ79/66 | Φ79/66 | Φ79/66 | Φ79/66 | Φ86 | |
| Макс. стрыжань праз дыяметр адтуліны | mm | Φ65/52 | Φ66/52 | Φ65/52 | Φ65/52 | Φ76 | |
| Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 4300 | 4000/4500 | 4300 | 4300 | 2500 | |
| Магутнасць рухавіка шпіндзеля | kw | 18/22 | 18/22 | 18/22 | 18/22 | 17 | |
| Крутоўны момант рухавіка шпіндзеля | Nm | 91-227 | 91/227 | 91-227 | 91-227 | 170/400 | |
| Подверетенное Цыліндр Чак
| суб-Нос верацяна | ASA | А2-6 | А2-6 | А2-6 | А2-6 | А2-6 |
| суб-Гідраўлічны цыліндр/патрон | цаля | 8» | 8» | 8» | 8» | 8" | |
| суб-Дыяметр скразнога адтуліны шпіндзеля | mm | Φ66 | Φ66 | Φ79/66 | Φ66 | Φ66 | |
| суб-Макс. стрыжань праз дыяметр адтуліны | mm | Φ52 | Φ52 | Φ52 | Φ52 | Φ52 | |
| суб-Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 4300 | 4300 | 4300 | 4300 | 4300 | |
| суб-Магутнасць рухавіка шпіндзеля | kw | 18/22 | 18/22 | 18/22 | 18/22 | 18/22 | |
| Параметры падачы па восі X/ZN/S | X магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 |
| Y магутнасць рухавіка | kw | - | 1.8 | - | 1.8 | - | |
| Z магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 | |
| Sмагутнасць рухавіка | Kw | 3 | 3 | 3 | 3 | - | |
| Xперамяшчэнне восі | mm | 320 | 215 | 315 | 215 | 313 | |
| Yперамяшчэнне восі | mm | - | - | - | 100±50 | - | |
| Zперамяшчэнне восі | mm | 80 | 820 | 620 | 620 | 1210 | |
| Тэхнічныя характарыстыкі рэйкі па восі X/Z | спец | 45 валік | 45валік | 45 валік | 45 валік | 45валік | |
| Спецыфікацыі рэйкі па восі Y | спец | - | - | - | - | - | |
| Ход па восі S | mm | 770 | 770 | 570 | 570 | 880 | |
| Xвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Zвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Yвосі хуткі ход | Мм/хв | - | 8 | - | 8 | - | |
| Sвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Магутнасць сервопривода Параметры вежы | Сілавы вежавы тып | / | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі |
| Інструментальная станцыя | / | BMT55 | BMT55MY | BMT55 | BMT55MY | BMT65 | |
| М магутнасць рухавіка | kw | 5.5 | 5.5 | 5.5 | 5.5 | 7.5 | |
| Крутоўны момант рухавіка восі М | Nm | 35 | 35 | 35 | 35 | 47.8 | |
| Магутнасць галавы Макс. хуткасць | абаротаў у хвіліну | 6000 | 6000 | 6000 | 6000 | 6000 | |
| Спецыфікацыі трымальніка інструмента па вонкавым дыяметры | mm | 25*25 | 25*25 | 25*25 | 25*25 | 25*25 | |
| Тэхнічныя характарыстыкі трымальніка інструмента па ўнутраным дыяметры | mm | Φ40 | Φ50 | Φ40 | Φ40 | Φ50 | |
| Час змены суседняга інструмента | сек | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | |
| Дакладнасць пазіцыянавання | / | ±0,005 | ±0,005 | ±0,005 | ±0,005 | ±0,005 | |
| Паўтарыце дакладнасць пазіцыянавання | / | ±0,003 | ±0,003 | ±0,003 | ±0,003 | ±0,003 | |
| Параметры задняй бабкі | Праграмуемая гідраўлічная задняя бабка | / | - | - | - | - | - |
| Задняя бабка Макс. падарожжа | mm | - | |||||
| Дыяметр рукавы | mm | - | |||||
| Рукаў падарожжа | mm | - | |||||
| Звужэнне рукавоў | / | - | |||||
| Памеры | Габарытныя памеры | m | 3100*2250*2100 | 3500*2250*2100 | 3100*2110*1800 | 3100*2250*2100 | 3900*2400*2100 |
| Вага машыны прыбл. | kg | 5600 | 7000 | 5500 | 5600 | 7600 | |
| Іншае | Аб'ём бака для рэзультатыўнай вадкасці | L | 250 | 250 | 250 | 250 | 300 |
| Магутнасць помпы астуджальнай вады | kw | 0,75 | 0,75 | 0,75 | 0,75 | 0,75 | |
| Аб'ём скрынкі гідраагрэгата | L | 40 | 40 | 40 | 40 | 40 | |
| Магутнасць рухавіка гідраўлічнага алейнага помпы | kw | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | |
| Аб'ём бака змазачнага масла | L | 2 | 2 | 2 | 2 | 2 | |
| Магутнасць рухавіка помпы аўтаматычнай змазкі | kw | 50 | 50 | 50 | 50 | 50 |
| Пункт | Імя | адзінка | 1200 млн. сл | 1600 мс | 1600 MSY | 2000 мс | 2000 MSY |
| Падарожжа | Макс. дыяметр павароту ложка | mm | Φ800 | Φ700 | Φ800 | Φ700 | Φ800 |
| Макс. дыяметр апрацоўкі | mm | Φ400 | Φ530 | Φ400 | Φ530 | Φ400 | |
| Макс. дыяметр кручэння на трымальніку інструмента | mm | Φ450 | Φ350 | Φ450 | Φ350 | Φ450 | |
| Макс. даўжыня апрацоўкі | mm | 970 | 1450 год | 1370 год | 2030 год | 2030 год | |
| Адлегласць паміж двума цэнтрамі | mm | 1030 | 1030 | 1030 | 2030 год | 2030 год | |
| верацяно Цыліндр Чак | Нос верацяна | ASA | А2-8 | А2-8 | А2-8 | А2-8 | А2-8 |
| Гідраўлічны цыліндр/патрон | цаля | 10" | 10° | 10" | 10" | 10" | |
| Дыяметр скразнога адтуліны шпіндзеля | mm | Φ86 | Φ86 | Φ86 | Φ86 | Φ86 | |
| Макс. стрыжань праз дыяметр адтуліны | mm | Φ76 | Φ76 | Φ76 | Φ76 | Φ76 | |
| Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 2500 | 2500 | 2500 | 2500 | 2500 | |
| Магутнасць рухавіка шпіндзеля | kw | 17 | 17 | 17 | 17 | 17 | |
| Крутоўны момант рухавіка шпіндзеля | Nm | 170/400 | 170/400 | 170/400 | 170/400 | 170/400 | |
| Подверетенное Цыліндр Чак
| суб-Нос верацяна | ASA | А2-6 | А2-6 | А2-6 | А2-6 | А2-6 |
| суб-Гідраўлічны цыліндр/патрон | цаля | 8* | 8" | 8* | 8" | 8* | |
| суб-Дыяметр скразнога адтуліны шпіндзеля | mm | Φ66 | Φ66 | Φ66 | Φ66 | Φ66 | |
| суб-Макс. стрыжань праз дыяметр адтуліны | mm | Φ52 | Φ52 | Φ52 | Φ52 | Φ52 | |
| суб-Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 4300 | 4300 | 4300 | 4300 | 4300 | |
| суб-Магутнасць рухавіка шпіндзеля | kw | 18/22 | 18/22 | 18/22 | 18/22 | 18/22 | |
| Параметры падачы па восі X/ZN/S | X магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 |
| Y магутнасць рухавіка | kw | 1.8 | - | 1.8 | - | 1.8 | |
| Z магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 | |
| Sмагутнасць рухавіка | Kw | - | 3 | 3 | 3 | 3 | |
| Xперамяшчэнне восі | mm | 235 | 313 | 235 | 313 | 235 | |
| Yперамяшчэнне восі | mm | 100±50 | - | 120±60 | - | 120±60 | |
| Zперамяшчэнне восі | mm | 1100 | 1620 год | 1500 | 2220 | 2100 | |
| Тэхнічныя характарыстыкі рэйкі па восі X/Z | спец | 45валік | 45 ролік | 45 ролік | 45 ролік | 45 ролік | |
| Спецыфікацыі рэйкі па восі Y | спец | - | - | - | - | - | |
| Ход па восі S | mm | 880 | 880 | 880 | 2030 год | 2030 год | |
| Xвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Zвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Yвосі хуткі ход | Мм/хв | 8 | - | 8 | - | 8 | |
| Sвосі хуткі ход | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Магутнасць сервопривода Параметры вежы | Сілавы вежавы тып | / | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі |
| Інструментальная станцыя | / | BMT65MY | BMT65 | BMT65MY | BMT65 | BMT65MY | |
| М магутнасць рухавіка | kw | 7.5 | 7.5 | 7.5 | 7.5 | 7.5 | |
| Крутоўны момант рухавіка восі М | Nm | 47.8 | 47.8 | 47.8 | 47.8 | 47.8 | |
| Магутнасць галавы Макс. хуткасць | абаротаў у хвіліну | 6000 | 6000 | 6000 | 6000 | 6000 | |
| Спецыфікацыі трымальніка інструмента па вонкавым дыяметры | mm | 25*25 | 25*25 | 25*25 | 25*25 | 25*25 | |
| Тэхнічныя характарыстыкі трымальніка інструмента па ўнутраным дыяметры | mm | Φ50 | Φ50 | Φ50 | Φ50 | Φ50 | |
| Час змены суседняга інструмента | сек | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 | |
| Дакладнасць пазіцыянавання | / | ±0,005 | ±0,005 | ±0,005 | ±0,005 | ±0,005 | |
| Паўтарыце дакладнасць пазіцыянавання | / | ±0,003 | ±0,003 | ±0,003 | ±0,003 | ±0,003 | |
| Параметры задняй бабкі | Праграмуемая гідраўлічная задняя бабка | / | - | - | - | - | - |
| Задняя бабка Макс. падарожжа | mm | - | - | - | - | - | |
| Дыяметр рукавы | mm | - | - | - | - | - | |
| Рукаў падарожжа | mm | - | - | - | - | - | |
| Звужэнне рукавоў | / | - | - | - | - | - | |
| Памеры | Габарытныя памеры | m | 3900*2400*2100 | 4300*2110*2100 | 4300*2110*2100 | 4300*2110*2100 | 4300*2110*2100 |
| Вага машыны прыбл. | kg | 7800 | 8400 | 8500 | 8400 | 8500 | |
| Іншае | Аб'ём бака для рэзультатыўнай вадкасці | L | 300 | 350 | 350 | 350 | 350 |
| Магутнасць помпы астуджальнай вады | kw | 0,75 | 0,75 | 0,75 | 0,75 | 0,75 | |
| Аб'ём скрынкі гідраагрэгата | L | 40 | 40 | 40 | 40 | 40 | |
| Магутнасць рухавіка гідраўлічнага алейнага помпы | kw | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | |
| Аб'ём бака змазачнага масла | L | 2 | 2 | 2 | 2 | 2 | |
| Магутнасць рухавіка помпы аўтаматычнай змазкі | kw | 50 | 50 | 50 | 50 | 50 |
| Пункт | Імя | адзінка | 3000 мс | 3000 MSY | 600 млн. сл | 800 млн. сл | 1200MSY |
| Падарожжа | Макс. дыяметр павароту ложка | mm | Φ700 | Φ800 | Φ800 | Φ800 | Φ800 |
| Макс. дыяметр апрацоўкі | mm | Φ530 | Φ400 | Φ320 | Φ320 | Φ320 | |
| Макс. дыяметр кручэння на трымальніку інструмента | mm | Φ350 | Φ450 | Φ450 | Φ450 | Φ450 | |
| Макс. даўжыня апрацоўкі | mm | 3030 | 3030 | 510 | 710 | 970 | |
| Адлегласць паміж двума цэнтрамі | mm | 3030 | 3030 | 570 | 770 | 1030 | |
| верацяно Цыліндр Чак | Нос верацяна | ASA | А2-8 | А2-8 | А2-6 | А2-6 | А2-8 |
| Гідраўлічны цыліндр/патрон | цаля | 10" | 10" | 8" | 8" | 10" | |
| Дыяметр скразнога адтуліны шпіндзеля | mm | Φ86 | Φ86 | Φ79/66 | Φ79/66 | Φ86 | |
| Макс. стрыжань праз дыяметр адтуліны | mm | Φ76 | Φ76 | Φ66/52 | Φ66/52 | Φ76 | |
| Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 2500 | 2500 | 4300 | 4300 | 2500 | |
| Магутнасць рухавіка шпіндзеля | kw | 17 | 17 | 18/22 | 18/22 | 17 | |
| Крутоўны момант рухавіка шпіндзеля | Nm | 170/400 | 170/400 | 91-227 | 91/227 | 170/400 | |
| Подверетенное Цыліндр Чак
| Подверетенообразный нос | ASA | А2-6 | А2-6 | А2-6 | А2-6 | А2-6 |
| Субгідраўлічны цыліндр/патрон | цаля | 8" | 8* | 8" | 8" | 8* | |
| Дыяметр скразнога адтуліны субшпіндзеля | mm | Φ66 | Φ66 | Φ66 | Φ66 | Φ66 | |
| Суб-макс. стрыжань праз дыяметр адтуліны | mm | Φ52 | Φ52 | Φ52 | Φ52 | Φ52 | |
| Падшпіндзель Макс. хуткасць | абаротаў у хвіліну | 4300 | 4300 | 4300 | 4300 | 4300 | |
| Магутнасць падшпіндзельнага рухавіка | kw | 18/22 | 18/22 | 18/22 | 18/22 | 18/22 | |
| Параметры падачы па восі X/ZN/S | X магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 |
| Y магутнасць рухавіка | kw | - | 1.8 | 1.8 | 1.8 | 1.8 | |
| Z магутнасць рухавіка | kw | 3 | 3 | 3 | 3 | 3 | |
| S магутнасць рухавіка | Kw | 3 | 3 | - | 3 | 3 | |
| Ход па восі Х | mm | 313 | 235 | 210 | 210 | 210 | |
| Ход па восі Y | mm | - | 120±60 | 120±50 | 120±50 | 120±60 | |
| Ход па восі Z | mm | 3220 | 3100 | 620 | 820 | 1100 | |
| Тэхнічныя характарыстыкі рэйкі па восі X/Z | спец | 45 ролік | 45 ролік | 45 ролік | 45 ролік | 45 ролік | |
| Спецыфікацыі рэйкі па восі Y | спец | - | - | - | - | - | |
| Ход па восі S | mm | 3080 | 3080 | - | 770 | 880 | |
| Хуткі рух па восі X | Мм/хв | 24 | 24 | 8 | 8 | 8 | |
| Хуткі рух па восі Z | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Хуткі рух па восі Y | Мм/хв | - | 8 | 8 | 8 | 8 | |
| Хуткі рух па восі S | Мм/хв | 24 | 24 | 24 | 24 | 24 | |
| Магутнасць сервопривода Параметры вежы | Сілавы вежавы тып | / | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі | Сервопривод турэлі |
| Інструментальная станцыя | / | BMT65 | BMT65MY | BMT55MY-16T | BMT55MY-16T | BMT55MY-16T | |
| М магутнасць рухавіка | kw | 7.5 | 7.5 | 5.5 | 5.5 | 7.5 | |
| Крутоўны момант рухавіка восі М | Nm | 47.8 | 47.8 | 35 | 35 | 47.8 | |
| Магутнасць галавы Макс. хуткасць | абаротаў у хвіліну | 6000 | 6000 | 6000 | 6000 | 6000 | |
| Спецыфікацыі трымальніка інструмента па вонкавым дыяметры | mm | 25*25 | 25*25 | 25*25 | 25*25 | 25*25 | |
| Тэхнічныя характарыстыкі трымальніка інструмента па ўнутраным дыяметры | mm | Φ50 | Φ50 | Φ50 | Φ50 | Φ50 | |
| Час змены суседняга інструмента | сек | 0.2 | 0.2 | 0,15 | 0,15 | 0,15 | |
| Дакладнасць пазіцыянавання | / | ±0,005 | ±0,005 | ±0,005 | ±0,005 | ±0,005 | |
| Паўтарыце дакладнасць пазіцыянавання | / | ±0,003 | ±0,003 | ±0,003 | ±0,003 | ±0,003 | |
| Параметры задняй бабкі | Праграмуемая гідраўлічная задняя бабка | / | - | - | - | - | - |
| Задняя бабка Макс. падарожжа | mm | - | - | - | - | - | |
| Дыяметр рукавы | mm | - | - | - | - | - | |
| Рукаў падарожжа | mm | - | - | - | - | - | |
| Звужэнне рукавоў | / | - | - | - | - | - | |
| Памеры | Габарытныя памеры | m | 6200*2300*2160 | 6200*2300*2160 | 3100*2250*2100 | 3500*2250*2100 | 3900*2400*2100 |
| Вага машыны прыбл. | kg | 15000 | 15000 | 5600 | 7000 | 7800 | |
| Іншае | Аб'ём бака для рэзультатыўнай вадкасці | L | 485 | 485 | 250 | 250 | 300 |
| Магутнасць помпы астуджальнай вады | kw | 0,75 | 0,75 | 0,75 | 0,75 | 0,75 | |
| Аб'ём скрынкі гідраагрэгата | L | 40 | 40 | 40 | 40 | 40 | |
| Магутнасць рухавіка гідраўлічнага алейнага помпы | kw | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | |
| Аб'ём бака змазачнага масла | L | 2 | 2 | 2 | 2 | 2 | |
| Магутнасць рухавіка помпы аўтаматычнай змазкі | kw | 50 | 50 | 50 | 50 | 50 |
Увядзенне ў канфігурацыю
ЧПУ FANUC
ВысокіPапрацоўкаPпрадукцыйнасць
FANUC0Сістэма i-TF PLUS мае магутную высокаэфектыўную тэхналогію апрацоўкі і інтэлектуальную тэхналогію кіравання сервоприводом; высокаэфектыўная тэхналогія апрацоўкі скарачае час паслядоўнай апрацоўкі знешніх сігналаў у адпаведнасці з паскарэннем і запаволеннем стану дзеяння і максімальна выкарыстоўвае магчымасці сервопривода, тым самым скарачаючы час цыклу праграмы апрацоўкі; інтэлектуальнае кіраванне сервоприводом адносіцца да групы функцый кіравання сервоприводом, якія могуць самастойна аптымізаваць і рэгуляваць у рэжыме рэальнага часу ў залежнасці ад умоў станка, такіх як змяненне нагрузкі і тэмпературы, дасягненне высокай хуткасці і высокай дакладнасці апрацоўкі.
ВысокіEасеOf Use
FANUC0Сістэма i-TF PLUS мае вялікую ёмістасць памяці праграм, CF-карту можна выкарыстоўваць у якасці памяці праграм, праграму USB можна запусціць адным пстрычкай мышы, функцыя CNC-QSSR дапамагае станкам хутка і лёгка імпартаваць робатаў, а дадатковая функцыя сістэмы IHMI забяспечвае комплексную падтрымку для працы на месцы апрацоўкі, а таксама забяспечвае інтэграванае кіраванне інфармацыяй аб інструментах, прагназаванне часу апрацоўкі, праграмаванне інтэрактыўнага дыялогу, прадухіленне механічных сутыкненняў, збор дадзеных апрацоўкі, кіраванне тэхнічным абслугоўваннем і іншыя функцыі, неабходныя для кожнага працэсу ў працэсе «планавання», «апрацоўка» і «паляпшэнне».
ВысокіOперацыяRелі
IOlinki і FSSB FANUC Oi-TF PLUS маюць багатыя функцыі выяўлення няспраўнасцяў, якія могуць вызначыць збой харчавання модуля ўводу/вываду або сервоусилителя і месца адключэння кабеля сувязі. Акрамя таго, I/Olinki можа выявіць кароткае замыканне на выхадзе кожнай кропкі DO; акрамя таго, функцыя дыягностыкі няспраўнасцяў можа атрымліваць розную дыягнастычную інфармацыю на экране ЧПУ, якая дапамагае судзіць аб стане сістэмы пры ўзнікненні сігналізацыі, дапамагаючы карыстальнікам хутка аднавіць праблемную вобласць.
THKBусёSэкіпаж
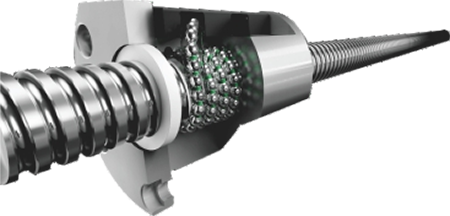
·Класс C3, з выкарыстаннем высокадакладнай шарыка-шрубавай шрубы, з папярэдняй нагрузкай гайкі і апрацоўкай папярэдняга нацяжэння шрубы для папярэдняй ліквідацыі люфта і падаўжэння пры павышэнні тэмпературы, дэманструючы выдатнае пазіцыянаванне і дакладнасць паўтаральнасці.
· Прамы прывад серварухавіка для памяншэння памылкі люфта.
THKRбольшLinearGкіраўніцтва

·Сверхвысокая цвёрдасць класа P, прэцызійны клас SRG, лінейная накіроўвалая з нулявым зазорам, дугавая рэзка, рэзка са скосам, тэкстура паверхні адносна аднастайная. Падыходзіць для працы на высокай хуткасці, што значна зніжае прывадную моц, неабходную для станкоў.
· Качэнне замест слізгацення, невялікія страты на трэнне, адчувальная рэакцыя, высокая дакладнасць пазіцыянавання. Ён можа адначасова вытрымліваць нагрузку ў напрамку руху, і паверхня кантакту гусеніцы па-ранейшаму знаходзіцца ў шматкропкавым кантакце падчас нагрузкі, і калянасць рэзання не будзе зніжана.
·Прастата зборкі, моцная ўзаемазаменнасць і простая структура змазкі; колькасць зносу вельмі малая, а тэрмін службы доўгі.
SKFBзавушніца/OilingMхварэць


·Аўтаматычная змазка задавальняе патрэбы розных прыкладанняў, падыходзіць для розных умоў працы, надзейныя прадукты, гнуткае выкарыстанне.
· Задаволіць патрэбы ў змазцы падшыпнікаў пры высокай тэмпературы, моцнай вібрацыі і небяспечным асяроддзі.
Кожная кропка змазкі выкарыстоўвае аб'ёмны прапарцыянальны размеркавальнік для кантролю колькасці змазкі, і машына можа кіравацца з дапамогай ПЛК для дакладнай падачы алею.





