
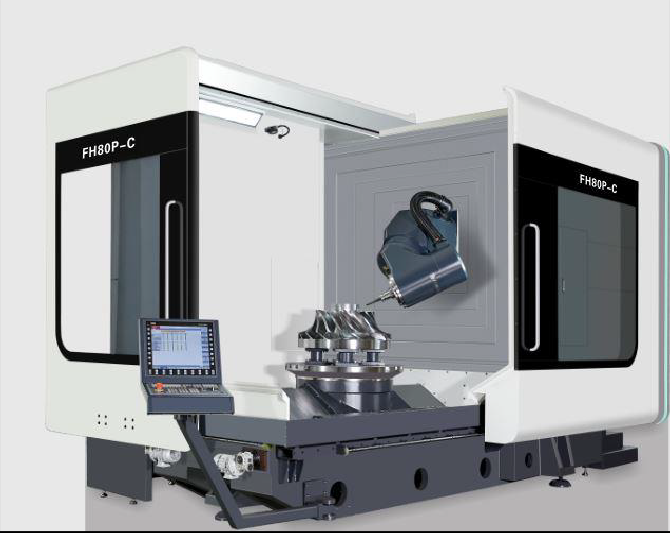
Адначасовае фрэзераванне па 5 восях, такарнае 80P-C

Аб'ём пастаўкі
Табліца функцый стандартных аксесуараў (калі ласка, звярніцеся да функцыі кантролера для часткі электрычнага кіравання)
| няма | Пункт | Адзінка | Колькасць |
| 1. | Адліўкі мэйнфрэйма FH | вежа | 1 |
| 2. | Сістэма кіравання Siemens840DSL | набор | 1 |
| 3. | Дысплей: 19LCD | набор | 1 |
| 4. | Пяцівосевая шматфункцыянальная паваротная галоўка FH (вось B) | набор | 1 |
| 5. | DGZX-24012/34B2-KFHWVJS | Толькі | 1 |
| 6. | Вось X/Y/Z полыя астуджаныя ШВП | кавалак | 3 |
| 7. | Фрэзерны/токарны паваротны стол з прамым прывадам (вось C) | набор | 1 |
| 8. | Вось B RCN8380 29-бітны абсалютны кадавальнік | Толькі | 1 |
| 9. | Вось C RCN2580 28-бітны абсалютны кадавальнік | Толькі | 1 |
| 10. | Ролікавыя лінейныя накіроўвалыя BOSCH REXROTH | набор | 7 |
| 11. | Прылада кантролю тэмпературы электрычнай скрынкі | набор | 1 |
| 12. | Сістэма вадзянога астуджэння шпіндзеля | набор | 1 |
| 13. | Станок кальцо распыленне вады | набор | 1 |
| 14. | Пяцівосевая галава паўмесяц распыленне вады, паўмесяц дзьме | набор | 1 |
| 15. | Сістэма ахоўнай блакіроўкі пярэдніх і бакавых працоўных дзвярэй | набор | 1 |
| 16. | Воданепранікальнае асвятленне працоўнага кантэйнера | Толькі | 2 |
| 17. | гідраўлічная станцыя | набор | 1 |
| 18. | Прылада цэнтральнай цэнтралізаванай падачы змазкі | набор | 1 |
| 19. | Вадзяны пісталет і пнеўматычны пісталет для ачысткі з боку аперацыі | набор | 1 |
| 20. | Сістэма рэзультатыўнай вадкасці | набор | 1 |
| 21. | Цалкам закрыты ахоўны ліст | набор | 1 |
| 22. | Аперацыйная скрынка | набор | 1 |
| 23. | Блок астуджэння электрычнага шафы | набор | 1 |
| 24. | Электронны махавік Siemens | Толькі | 1 |
| 25. | Выключальнік шпіндзеля з нажным кіраваннем | Толькі | 1 |
| 26. | Станок трохкаляровы светлы | набор | 1 |
| 27. | 40 інструментальных крам HSK-A63 і сістэма аўтаматычнай змены інструмента з сервоприводом | набор | 1 |
| 28. | Шкала рашоткі трохвосевых абсалютных значэнняў X/Y/Z | набор | 3 |
| 29. | Спіральны ролік для габлюшкі і задні канвеер для габлюшкі | набор | 1 |
| 30. | Інфрачырвоны зонд Renishaw RMP60 | набор | 1 |
| 31. | Наладчык інструмента Renishaw TS27R | набор | 1 |
| 32. | Падкладкі для ўзроўню падмурка і падмуркавыя балты | набор | 1 |
| 33. | тэхнічнае кіраўніцтва | набор | 1 |
Параметр
| мадэль | Адзінка | FH80P-C |
| Падарожжа | ||
| Ход па восі Х | mm | 800 |
| Ход па восі Y | mm | 1050 |
| Ход па восі Z | mm | 800 |
| Адлегласць ад носа шпіндзеля да паверхні працоўнага стала | mm | 162-962 |
| Гарызантальная фрэзерная галоўка | mm | 39-839 |
| Падача / высокая хуткасць перамяшчэння | м/хв | 40 |
| Сіла падачы | KN | 10 |
| Паваротны стол (вось C) | ||
| Памер працоўнага стала | mm | Ø855 |
| Макс. нагрузка стала (млын) | kg | 3000 |
| Макс. нагрузка на стол (паварот) | kg | 1500 |
| Фрэзерны/такарны стол (фрэзерна-такарная камбінаваная апрацоўка) | абаротаў у хвіліну | 450 |
| Мінімальны кут расколу | ° | 0,001 |
| Намінальны крутоўны момант | Nm | 1140 |
| максімальны крутоўны момант | Nm | 1980 год |
| Паваротная фрэзерная галоўка з ЧПУ (вось B) | ||
| Дыяпазон павароту (0=вертыкаль/180=гарызантальна) | ° | -15~180 |
| Паскораны ход і хуткасць падачы | абаротаў у хвіліну | 50 |
| Мінімальны кут расколу | ° | 0,001 |
| Намінальны крутоўны момант | Nm | 743 |
| максімальны крутоўны момант | Nm | 1320 год |
| Шпіндзель (фрэзерны і такарны) | ||
| Хуткасць кручэння шпіндзеля | абаротаў у хвіліну | 12000 |
| Магутнасць шпіндзеля | Kw | 34/42 |
| Крутоўны момант шпіндзеля | Nm | 132/185 |
| Канус шпіндзеля |
| HSKA63 |
| Часопіс інструментаў | ||
| Інтэрфейс інструмента |
| HSKA63 |
| Ёмістасць інструментальнага крамы | шт | 40 |
| Максімальны дыяметр/даўжыня/вага інструмента |
| Ø85/300/8 |
| Час змены інструмента (інструмент на інструмент) | S | 1.8 |
| Вымяральны прыбор | ||
| Інфрачырвоны зонд |
| Rensishaw RMP60 |
| Інструмент выяўлення інструмента ў рабочай зоне апрацоўкі |
| Rensishaw TS27R |
| Дакладнасць месцазнаходжання (ISO230-2 і VDI3441) | ||
| Дакладнасць пазіцыянавання X/Y/Z | mm | 0,008 |
| X/Y/Z Паўтарыце дакладнасць пазіцыянавання | mm | 0,005 |
| B/C дакладнасць пазіцыянавання |
| 10" |
| B/C Паўтарыце дакладнасць пазіцыянавання |
| 4" |
| Кантролер ЧПУ | ||
| Сістэма ЧПУ |
| Siemens840D |
| Іншае | ||
| Вага машыны | Kg | 20000 |
3.1 Асноўныя характарыстыкі машыны |Аптымальная канфігурацыя жорсткай канструкцыі
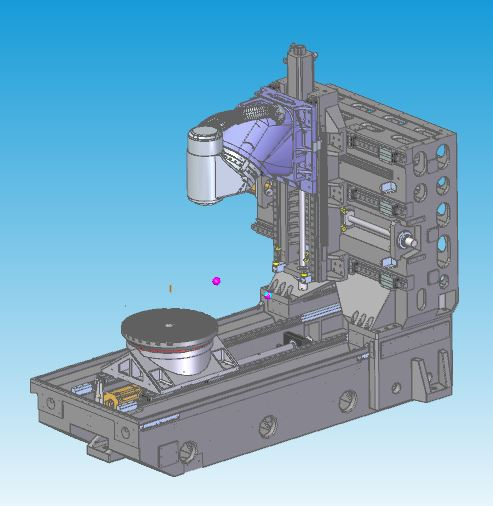
Асаблівасці дызайну |Лепшы дызайн аналізу механічнага ліцця дроту
◆ Поўная каробкавая тэрмасіметрычная адліваная структура з выкарыстаннем высокагатунковага чыгуну маркі Meehanna
◆Гартаванне і лячэнне натуральнага старэння для ліквідацыі ўнутранага стрэсу
◆Структурная вібрацыя ўласнай частаты ліквідуе нагрузку пры апрацоўцы матэрыялу
◆ Комплексная канструкцыя сцен і калон вялікай плошчы можа эфектыўна палепшыць калянасць і статычную і дынамічную дакладнасць
◆Трохвосевы полы астуджальны вінтавы прывад
3.2 Электрычны шпіндзель

Асаблівасці канструкцыі
◆У адпаведнасці з характарыстыкамі ўласных машын, незалежных даследаванняў і распрацовак і вытворчасці.
◆Канічнае адтуліну HSK-A63 прынята ў мадэлі FH80P-C.
◆ Прыняць знешнюю сістэму астуджэння для цыркуляцыйнага астуджэння, якая можа эфектыўна забяспечыць прымяненне электрычнага шпіндзеля.
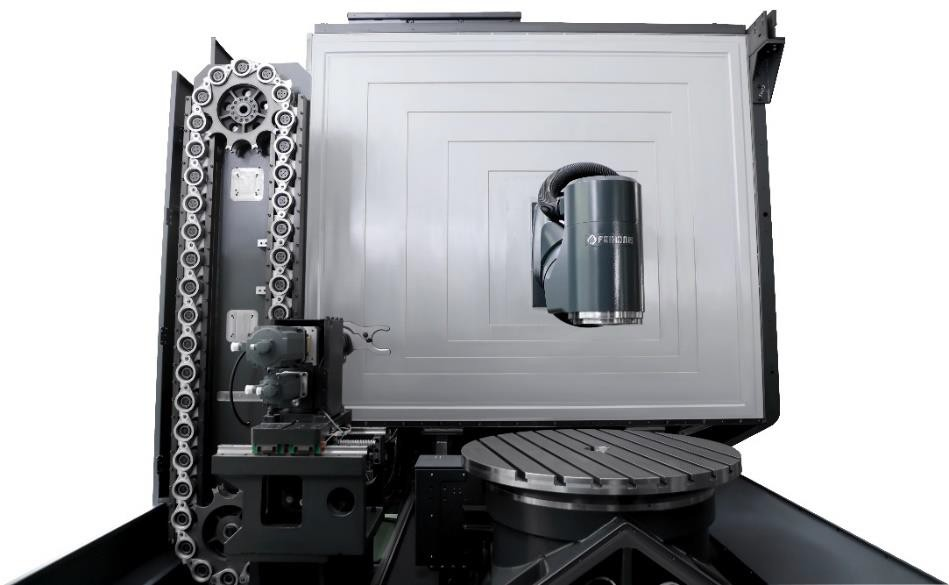
3.3 Паваротная фрэзерная галоўка з ЧПУ (вось B)

Асаблівасці канструкцыі
◆Незалежны дызайн і вытворчасць.
◆Убудаваны рухавік DD з нулявой ланцугом перадачы без люфта.
◆ Высокія характарыстыкі паскарэння.
◆Самы кароткі прамежак паміж насавой кропкай шпіндзеля і канструктыўнай кропкай апоры забяспечвае максімальную жорсткасць рэзкі.
◆ Большы падшыпнік YRT павышае калянасць.
◆ Абсталяваны сістэмай вымярэння абсалютнага энкодэра серыі HEIDENHAIN RCN8380, цалкам замкнёнае кіраванне, каб забяспечыць найлепшую дакладнасць.
◆Канструкцыя сістэмы астуджэння па восі B памяншае цеплааддачу.
3.4 Паваротны стол (стол па восі C)

Асаблівасці канструкцыі
◆Незалежны дызайн і вытворчасць.
◆Убудаваны рухавік DD з нулявой ланцугом перадачы без люфта.
◆ Высокія характарыстыкі рэагавання на паскарэнне і запаволенне.
◆ Большы падшыпнік YRT павялічвае калянасць.
◆ Вялікі намінальны крутоўны момант, пазіцыянаванне і апрацоўка з дапамогай настольнага пазіцыянавання і заціскной прылады
◆ Задаволіць патрэбы фрэзеравання, скараціць апрацоўку нарыхтовак і палепшыць дакладнасць прадукту.
◆Абсталяваны высокадакладнай сістэмай вымярэння энкодэра HEIDENHAIN, цалкам замкнёнае кіраванне для забеспячэння найлепшай дакладнасці.
◆Канструкцыя сістэмы астуджэння зніжае цеплааддачу.
3.5 Сістэма кіравання

Асаблівасці канструкцыі
◆Незалежны дызайн і вытворчасць.
◆Убудаваны рухавік DD з нулявой ланцугом перадачы без люфта.
◆ Высокія характарыстыкі рэагавання на паскарэнне і запаволенне.
◆ Большы падшыпнік YRT павялічвае калянасць.
◆ Вялікі намінальны крутоўны момант, пазіцыянаванне і апрацоўка з дапамогай настольнага пазіцыянавання і заціскной прылады
◆ Задаволіць патрэбы фрэзеравання, скараціць апрацоўку нарыхтовак і палепшыць дакладнасць прадукту.
◆Абсталяваны высокадакладнай сістэмай вымярэння энкодэра HEIDENHAIN, цалкам замкнёнае кіраванне для забеспячэння найлепшай дакладнасці.
◆Канструкцыя сістэмы астуджэння зніжае цеплааддачу.
3.5 Сістэма кіравання
Асаблівасці канструкцыі
◆ Незалежнае праектаванне і вытворчасць.
◆Выбар інструмента і змена інструмента выкарыстоўваюць серварухавік для кіравання дзеяннем тэрмінала, які з'яўляецца больш стабільным і дакладным.
◆У спалучэнні з функцыяй кіравання інструментамі Siemens840DSL больш эфектыўнае кіраванне інструментамі.
3.7 Пад'ёмная ўстаноўка інструмента
Асаблівасці канструкцыі
◆Абсталяваны наладчыкам інструмента Ransishaw TS27R з большай дакладнасцю.
◆Аўтаматычная налада інструмента на станку, аўтаматычнае абнаўленне кампенсацыі інструмента.
◆Наладку інструмента можна падымаць і апускаць, каб зэканоміць прастору апрацоўванай паверхні.
◆ Цалкам герметычная канструкцыя з ліставога металу для абароны прылады ад пашкоджання вадой і жалезнымі пілавінкамі падчас апрацоўкі.
3.8 Інфрачырвоны зонд
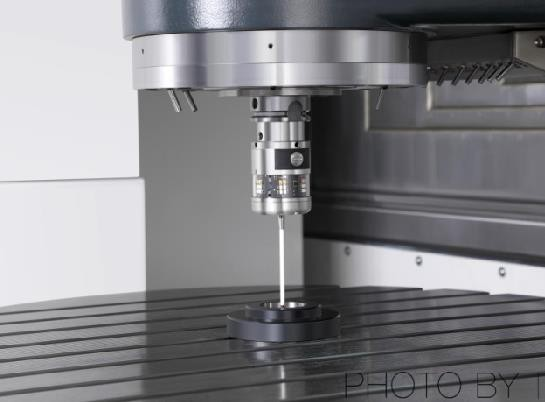
Асаблівасці канструкцыі
◆Абсталяваны трыгерным аптычным зондам Ransishaw RMP60.
◆Выраўноўванне нарыхтоўкі на машыне і праверка памеру могуць паменшыць памылкі ручной праверкі і павысіць дакладнасць вырабу і эфектыўнасць апрацоўкі.
◆90% эканомія часу дапамогі на борце.
3.9 Бяспека абароны ліставога металу
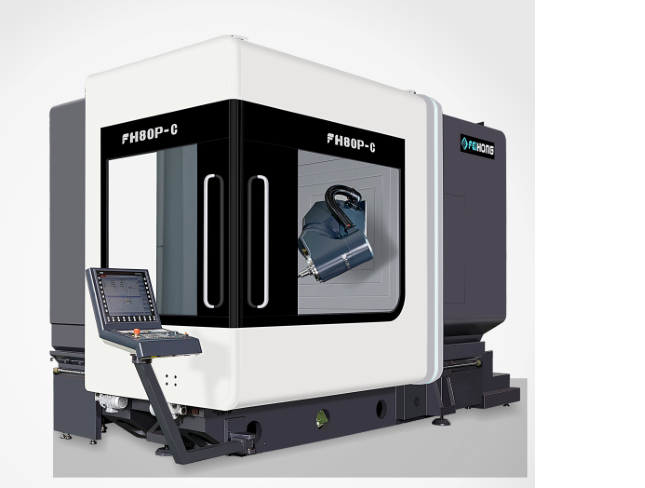
3.10 Знешні выгляд
Канструкцыя вечка пяцівосевага апрацоўчага цэнтра серыі FH адпавядае строгім стандартам бяспекі CE.Цалкам шчыльны ліставы метал прадухіляе памылковы ўваход аператара ў працоўную зону падчас апрацоўкі і ў той жа час прадухіляе выкарыстанне апрацоўчай вадкасці пад высокім ціскам або стружкі з машыны, за выключэннем папераджальнай шыльды., Дзверцы кіравання таксама абсталяваны ахоўным выключальнікам для прадухілення няшчасных выпадкаў падчас працы або тэхнічнага абслугоўвання.І мае вялікае агляднае акно, якое зручна для аператара, каб зразумець працу і апрацоўку машыны.
3.11 Уборка
Выкарыстоўвайце тэлескапічны чахол і ахоўны металічны ліст, каб абараніць стружку, якая ўтвараецца падчас працы, пазбегнуць пырскаў і пашкоджання іншых механізмаў





