BOSM -6010 Свідравальны фрэзерны станок з супрацьлеглай галоўкай
1. Выкарыстанне машыны:
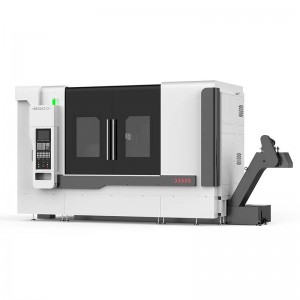
BOSM- 6000* 1000 партальны станок з ЧПУ з фіксаванай бэлькай і двухколонным свідравальным і фрэзерным станком - гэта спецыяльны станок для апрацоўкі рычагоў экскаватара. Падушка, можа рэалізаваць хуткую апрацоўку нарыхтоўкі, нарыхтоўку можна свідраваць, фрэзераваць і расточваць у межах эфектыўнага дыяпазону ходу, нарыхтоўку можна апрацоўваць на месцы за адзін раз (без неабходнасці дадатковага заціску), хуткасць загрузкі і разгрузкі хутка, хуткасць пазіцыянавання высокая, а дакладнасць апрацоўкі высокая. Высокая, высокая эфектыўнасць апрацоўкі.
2.машына структураасаблівасці:
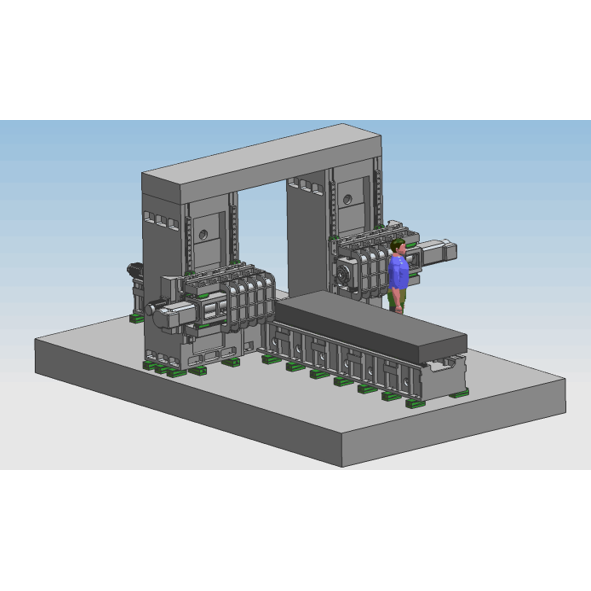
Асноўныя кампаненты станка: станіна, варштат, левая і правая калоны, бэлькі, партальныя злучальныя бэлькі, сядла, баран і г.д., буйныя дэталі выраблены з смалы, пясчанага ліцця, высакаякаснага шэрага чыгуну 250, адпаленага ў гарачым стане пясчаны кар'ер → вібрацыйнае старэнне → тэрмічная апрацоўка. Адпал у печы → вібрацыйнае старэнне → грубая апрацоўка → вібрацыйнае старэнне → адпал у гарачай печы → вібрацыйнае старэнне → аздабленне, поўнасцю ліквідаваць негатыўнае напружанне дэталяў і захаваць стабільнасць характарыстык дэталяў. Нерухомая ложак, левая і правая калонкі, партал і варштат рухаюцца; Ён мае функцыі фрэзеравання, расточвання, свідравання, зенкеравання, наразання кранаў і г. д. Метад астуджэння інструмента - вонкавае астуджэнне. Станок змяшчае 5 восяў падачы, якія могуць рэалізаваць 4-восевае злучэнне і 5-восевае адзінарнага дзеяння. Ёсць 2 сілавыя галоўкі. Вось станка і сілавая галоўка паказаны на малюнку ніжэй.X


2.1.Асноўная структура часткі падачы восевай перадачы
2.1.1.Вось X:Працоўны стол рухаецца ў баках уздоўж накіроўвалай рэйкі нерухомай станіны.
X 1-восевы прывад: серварухавік пераменнага току плюс высокадакладны планетарны рэдуктар прыводзіцца ў рух шарыка-шрубавай шрубай, каб кіраваць рухам варштата для рэалізацыі лінейнага руху па восі X
Форма накіроўвалай рэйкі: пакладзеце дзве высокатрывалыя дакладныя лінейныя накіроўвалыя рэйкі.
2.1.2 Вось Z1:Сілавая галоўка і сядло вертыкальна ўстаноўлены на пярэдняй баку калоны і рухаюцца ўверх і ўніз па накіроўвалай рэйцы калоны.
Трансмісія па восі Z1: серварухавік пераменнага току і сінхроннае кола выкарыстоўваюцца для прывада шарыка-шрубавай шрубы для прывада сядла для рэалізацыі лінейнага руху па восі Z
2.1.3 Вось Z2:Сілавая галоўка і сядло вертыкальна ўстаноўлены на пярэдняй баку калоны і рухаюцца ўверх і ўніз па накіроўвалай рэйцы калоны.
Трансмісія па восі Z2: серварухавік пераменнага току і сінхроннае кола выкарыстоўваюцца для прывада шарыка-шрубавай шрубы для прывада сядла для рэалізацыі лінейнага руху па восі Z.
2.1.4 Вось Y1:Сядло сілавой галоўкі ўстаноўлена вертыкальна на пярэдняй частцы правай калонкі і ажыццяўляе зваротна-паступальны рух налева і направа ўздоўж накіроўвалай калонкі.
Трансмісія па восі Y1: серварухавік пераменнага току плюс высокадакладны планетарны рэдуктар выкарыстоўваюцца для прывядзення ў рух барана, які рухаецца праз шарыка-шрубавую шрубу для рэалізацыі лінейнага руху восі Y1
2.1.5 Вось Y2:Сядло сілавой галоўкі вертыкальна ўстаноўлена на пярэдняй частцы правай калонкі і ажыццяўляе зваротна-паступальны рух налева і направа ўздоўж накіроўвалай калонкі.
Трансмісія па восі Y2: серварухавік пераменнага току плюс высокадакладны планетарны рэдуктар выкарыстоўваюцца для прывядзення ў рух барана, які рухаецца праз шарыка-шрубавую шрубу для рэалізацыі лінейнага руху па восі Y2.
2.2.Кірунак руху свідравальнай і фрэзернай сілавой галоўкі (уключаючы сілавую галоўку 1 і 2) мае квадратную структуру барана, самы перадавы камбінаваны метад цвёрдай дроту, цвёрдая рэйка акружана моцнай апорай, 4 лінейныя ролікавыя накіроўвалыя пары кіруюцца, а прывад выкарыстоўвае серварухавік пераменнага току Прывад ад сінхроннага рамяня (i=2) і дакладнай шарыка-шрубавай перадачы, сілавая галоўка выкарыстоўвае серварухавік для запаволення праз сінхронны рамень і сінхроннае кола, кіруючыся высокай дакладнасцю пара накіроўвалых рэек, і прыводзіць вертыкальны шарыкавы шруба да кручэння, рэалізуючы сілавую галоўку, выконвайце вертыкальныя перамяшчэння ўверх і ўніз, і абсталяваны балансірам азоту, каб паменшыць апорную здольнасць галоўкі машыны на шрубу і серводвигатель. Рухавік па восі Z мае функцыю аўтаматычнага тармажэння. У выпадку адключэння электрычнасці аўтаматычны тормаз будзе моцна ўтрымліваць вал рухавіка. , так што ён не можа круціцца. Пры працы, калі свердзел не датыкаецца з нарыхтоўкай, яно будзе хутка падаваць; калі свердзел датыкаецца з нарыхтоўкай, яно аўтаматычна пераходзіць на рабочую падачу. Калі свердзел пранікае ў нарыхтоўку, яно аўтаматычна пераключаецца на хуткую перамотку; калі канец свердзела пакіне нарыхтоўку і дасягне зададзенага становішча, працоўны стол перамесціцца да наступнага становішча адтуліны для рэалізацыі аўтаматычнай цыркуляцыі. Сілавая галоўка выкарыстоўвае камбінацыю дроту і цвёрдай рэйкі, што не толькі забяспечвае хуткасць ходу абсталявання, але і значна павышае яго жорсткасць. І ён можа рэалізаваць функцыі свідравання глухіх адтулін, фрэзеравання, зняцця фаскі, ломкі стружкі, аўтаматычнага выдалення стружкі і г.д., што павышае прадукцыйнасць працы.

(левая сілавая галава)
2.3. Выдаленне габлюшкі і астуджэнне
Ёсць спіральныя і плоскія ланцуговыя канвееры для стружкі, устаноўленыя з абодвух бакоў пад варштатам, і чыпсы могуць аўтаматычна выгружацца на канвеер для стружкі ў канцы праз два этапы спіральных і ланцуговых пласцін для рэалізацыі цывілізаванай вытворчасці. У баку для астуджальнай вадкасці канвеера стружкі ёсць помпа астуджэння, які можна выкарыстоўваць для вонкавага астуджэння інструмента для забеспячэння прадукцыйнасці свідравання і тэрміну службы свердзела, а астуджальную вадкасць можна перапрацоўваць.
3.Поўная лічбавая сістэма лікавага кіравання:
3.1.Дзякуючы функцыі ломкі стружкі, час ломкі стружкі і цыкл ломкі стружкі можна ўсталяваць на інтэрфейсе чалавек-машына.
3.2.З функцыяй пад'ёму інструмента вышыню ўздыму інструмента можна ўсталяваць на інтэрфейсе чалавек-машына. Калі свідраванне дасягае гэтай вышыні, свердзел хутка падымаецца да вяршыні нарыхтоўкі, а затым габлюшка адкідваецца, а потым хутка накіроўваецца на паверхню свідравання і аўтаматычна ператвараецца ў працу.
3.3.Цэнтралізаваны блок кіравання і партатыўны блок выкарыстоўваюць лікавую сістэму кіравання і абсталяваны USB-інтэрфейсам і ВК-дысплеем. Каб палегчыць праграмаванне, захаванне, адлюстраванне і сувязь, аперацыйны інтэрфейс мае такія функцыі, як дыялог чалавек-машына, кампенсацыя памылак і аўтаматычная сігналізацыя.
3.4.Абсталяванне мае функцыю папярэдняга прагляду і паўторнай праверкі становішча адтуліны перад апрацоўкай, і аперацыя вельмі зручная.
4. Аўтаматычная змазка
Пары прэцызійных лінейных накіроўвалых станкоў, прэцызійныя шарыка-шрубавыя пары і іншыя высокадакладныя пары рухаў абсталяваны аўтаматычнымі сістэмамі змазкі. Аўтаматычны змазачны помпа выдае алей пад ціскам, а алейная камера колькаснага змазкі паступае ў алей. Пасля запаўнення маслянай камеры алеем, калі ціск у сістэме падымаецца да 1,4-1,75 Мпа, рэле ціску ў сістэме замыкаецца, помпа спыняецца, і разгрузны клапан адначасова разгружаецца. Калі ціск алею ў дарозе апускаецца ніжэй за 0,2 МПа, колькасны лубрыкатар пачынае запаўняць кропку змазкі і завяршае адну запраўку алею. Дзякуючы дакладнай падачы алею ў інжэктар колькаснага алею і вызначэння ціску ў сістэме, падача алею з'яўляецца надзейнай, забяспечваючы наяўнасць алейнай плёнкі на паверхні кожнай кінематычнай пары, памяншаючы трэнне і знос і прадухіляючы пашкоджанне ўнутраная структура, выкліканая перагрэвам. , каб забяспечыць дакладнасць і тэрмін службы станка. У параўнанні з слізгальнай парай накіроўвалых, каціцца лінейная пара накіроўвалых, якая выкарыстоўваецца ў гэтым станку, мае шэраг пераваг:
①Адчувальнасць да руху высокая, каэфіцыент трэння накіроўвалай качэння невялікі, усяго 0,0025~0,01, і прывадная магутнасць значна зніжана, што эквівалентна толькі 1/10 звычайнай машыны.
② Розніца паміж дынамічным і статычным трэннем вельмі малая, а наступныя характарыстыкі выдатныя, гэта значыць інтэрвал часу паміж кіруючым сігналам і механічным уздзеяннем вельмі кароткі, што спрыяе паляпшэнню хуткасці рэакцыі і адчувальнасці сістэма лікавага кіравання.
③Ён падыходзіць для высакахуткаснага лінейнага руху, і яго імгненная хуткасць прыкладна ў 10 разоў вышэй, чым у слізгальных накіроўвалых.
④ Ён можа рэалізаваць рух без зазораў і палепшыць калянасць руху механічнай сістэмы.
⑤Выраблены прафесійнымі вытворцамі, ён адрозніваецца высокай дакладнасцю, добрай універсальнасцю і простым абслугоўваннем.

5. Асяроддзе выкарыстання машыны:
Крыніца сілкавання: трохфазнае AC380V ± 10%, 50Hz ± 1 Тэмпература навакольнага асяроддзя: 0 ° ~ 45 °
Пяць, асноўныя тэхнічныя параметры:


| мадэль | БОСМ4014 | |
| Максімальны памер апрацоўкі нарыхтоўкі | Даўжыня × шырыня × вышыня (мм) 4000 × 1600 × 1000 | |
| Портальная максімальная падача | Шырыня (мм) | 2300 |
| памер працоўнага стала | Даўжыня X Шырыня (мм) | 4000*1400 |
|
Гарызантальная свідравальная галоўка тараннага тыпу сілавая галава адзін два
| Колькасць (2) | 2 |
| Конусность шпіндзеля | BT50 | |
| Дыяметр свідравання (мм) | Φ2-Φ60 | |
| Дыяметр нарэзкі (мм) | М3-М30 | |
| Дыяметр дыска фрэзы (мм) | 300 | |
| Хуткасць кручэння шпіндзеля (а/мін) | 30~6000 | |
| Магутнасць рухавіка сервошпинделя (кВт) | 37 | |
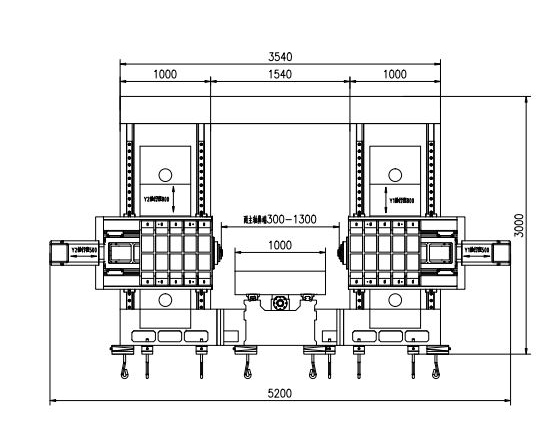
| Адлегласць шпіндзеля ад цэнтра стала (мм) | 650-1150 | |
| Левы і правы ход аднаго барана (мм) | 500 | |
| Адлегласць паміж цэнтрам барана і плоскасцю стала (мм) | 200-1400 | |
| Ход ползуна ўверх і ўніз (мм) | 1200 | |
| Паўтараемасць | 300 мм * 300 мм | ±0,02 |
| Памеры станка | Даўжыня × шырыня × вышыня (мм) | па чарцяжах |
| Вага брута (т) | (прыблізна) 36 | |

Прыведзеныя вышэй параметры з'яўляюцца папярэднімі параметрамі праектавання. Фактычная канструкцыя можа быць зменена ў адпаведнасці з патрабаваннямі да апрацоўкі нарыхтоўкі і патрабаваннямі да канструкцыі станка, каб адпавядаць патрабаванням апрацоўкі дэталяў вашай кампаніі.