






5-восевы гарызантальны апрацоўвае цэнтр з ЧПУ з двума паддонамі CP800
1.Асаблівасці
Высакахуткасны, высокапрадукцыйны і дакладны гарызантальны пяцівосевы апрацоўвае цэнтр CP800T2, распрацаваны кампаніяй CATO, валодае характарыстыкамі высокай цвёрдасці, высокай дакладнасці і высокай эфектыўнасці апрацоўкі. Прынятая суцэльная аснова, а станоўчая Т-канструкцыя высокіх і нізкіх рэек асновы забяспечвае высокую цвёрдасць станка; уся машына праходзіць аналіз канечных элементаў, каб гарантаваць, што станок не вібруе пры руху з высокай хуткасцю, і гарантуе лепшую доўгатэрміновую стабільнасць працы ўсёй машыны.

Дзякуючы прыняццю высокакласных тэхналогій, такіх як тэхналогія высакахуткаснага шпіндзеля, тэхналогія высакахуткаснай падачы, тэхналогія высакахуткаснай змены інструмента і тэхналогія высакахуткаснай сістэмы ЧПУ, час апрацоўкі значна скарачаецца, эфектыўнасць апрацоўкі паляпшаецца, і розныя задавальняюцца вытворчыя патрэбы. Хуткае перамяшчэнне па трох восях складае 60 М/мін, а электрычны шпіндзель з высокай хуткасцю і вялікім крутоўным момантам памяншае час паскарэння і запаволення шпіндзеля. Гэтыя паказчыкі значна скарачаюць час без апрацоўкі і павышаюць эфектыўнасць апрацоўкі; сядзенне шрубы/падшыпніка/шпіндзель/паваротная галоўка DD выкарыстоўвае сістэму кантролю тэмпературы, якая гарантуе выдатны цеплавы баланс абсталявання і значна паляпшае дакладнасць і стабільнасць абсталявання.
Прыняцце сістэмы Siemens 840D, 19-цалёвага звышвялікага ВК-дысплея, дынамічнага графічнага адлюстравання траекторыі інструмента, інтэлектуальнага дысплея папярэджанняў, самадыягностыкі і іншых функцый робяць выкарыстанне і абслугоўванне станка больш зручным і хуткім; метад сувязі на высакахуткаснай шыне значна паляпшае апрацоўку даных у сістэме ЧПУ. Магчымасць і прадукцыйнасць кіравання спрыяюць хуткай і эфектыўнай перадачы і анлайн-апрацоўцы праграм вялікай ёмістасці.
2.Параметр
| Пункт | адзінка | CP800T2 | |
| Падарожжа | Ход па восі X/Y/Z | mm | 800 х 800 х 750 |
| Ход па восі B | ° | -30~120 | |
| Ход па восі С | ° | 360 | |
| Адлегласць ад цэнтра шпіндзеля да стальніцы (вось B 90 градусаў па гарызанталі) | mm | 160~910 | |
| Адлегласць ад тарца шпіндзеля да стальніцы (вось B 0 градусаў па вертыкалі) | mm | -83~667 | |
| Адлегласць ад тарца шпіндзеля да цэнтра працоўнага стала (вось B 90 градусаў па гарызанталі) | mm | -135~665 | |
| Адлегласць ад цэнтра шпіндзеля да цэнтра стала (вось B 0° па вертыкалі) | mm | 108~908 | |
| Максімальны дыяпазон апрацоўкі | mm | Φ 720 x 910 | |
| Падача 3 восі | Хуткі рух па восі X/Y/Z | м/хв | 60/60/60 |
| Хуткасць падачы рэзкі | мм/хв | 0-24000 | |
| Паваротны стол (вось C) | Паваротны стол | шт | 2 |
| Дыяметр дыска | mm | 500*500 | |
| дапушчальная нагрузка | Kg | 500 | |
| максімальная хуткасць кручэння | абароты ў хвіліну | 40 | |
| Дакладнасць пазіцыянавання/паўтарэння | арк.сек | 15 / 10 | |
| Вось B | Максімальная хуткасць кручэння | абароты ў хвіліну | 60 |
| Дакладнасць пазіцыянавання/паўтарэння | арк.сек | 8/4 | |
| верацяно | Спецыфікацыя шпіндзеля (дыяметр ўстаноўкі/спосаб перадачы) | mm | 190 / Убуд |
| Конусность шпіндзеля | м/хв | A63 | |
| Макс. Хуткасць кручэння шпіндзеля | mm | 18000 | |
| Магутнасць рухавіка шпіндзеля | Kw | 30/35 | |
| Крутоўны момант рухавіка шпіндзеля | Нм | 72/85 | |
| Інструмент | Ёмістасць інструментальнага крамы |
| 40 т |
| Час змены інструментаў (TT) | s | 7 | |
| Максімальны дыяметр інструмента (Поўны інструмент / Сумежны пусты інструмент інструмента) | mm | 80/150 | |
| Макс. Даўжыня інструмента | mm | 450 | |
| Макс. Вага інструмента | Kg | 8 | |
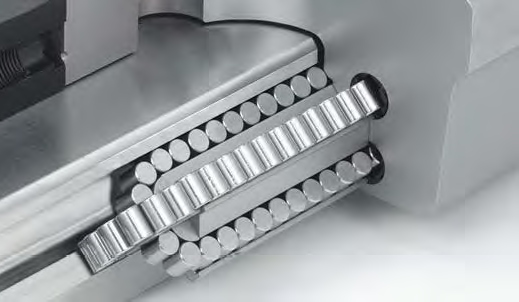
| Кіраўніцтва | Накіравальная па восі X (памер/колькасць слайдаў) |
| 45/2 (ролік) |
| Накіравальная па восі Y (памер/колькасць слайдаў) |
| 45/3 (ролік) | |
| Накіравальная па восі Z (памер/колькасць слайдаў) |
| 45/2 (ролік) | |
| Тры вось перадача | Хадавы шруба восі X | N | 2R 40 х 20 |
| Хадавы шруба па восі Y | N | 2R 40 х 20 | |
| Хадавы шруба па восі Z | N | 2R 40 х 20 | |
| Дакладнасць па трох восях | Дакладнасць пазіцыянавання | mm | 0,005 / 300 |
| Паўтарыце дакладнасць пазіцыянавання | mm | 0,003 / 300 | |
| Сістэма змазкі | Ёмістасць змазкі | L | 0,7 |
| Тып змазкі |
| Змазка тлушчам | |
| Іншыя | Патрэба ў паветра | кг/см2 | ≥ 6 |
| Паток паветра | mm3/хв | ≥ 0,5 | |
| Вага | T | 11 | |
3.Канфігурацыя падстаўкі
| NO. | Імя |
| 1 | Siemens 840D① Выдатная выгнутая паверхня;②Пяцівосевы пакет працэсаў фрэзеравання; ③ Пяцівосевая карта; ④ Прадухіліце падзенне восі B; ⑤Перадача дадзеных па USB і Ethernet |
| 2 | Функцыя адначасовага націску |
| 3 | X/Y/Z шруба полая сістэма астуджэння |
| 4 | Сістэма кантролю тэмпературы шпіндзеля/восі B |
| 5 | Абарона шпіндзеля ад перагрузкі |
| 6 | APC Double Exchange Workbench |
| 7 | Гідраўлічная тармазная сістэма восі B/C |
| 8 | Цалкам закрыты металічны ліст |
| 9 | Сістэма ахоўнага замка дзвярэй |
| 10 | Аўтаматычныя дзверы інструментальнага крамы |
| 11 | Аўтаматычная сістэма змазкі |
| 12 | Святлодыёдным асвятленне працоўнага святла |
| 13 | Нарэзка шруб з двух бакоў |
| 14 | Сістэма выдалення скрабка пад'ёмнага барабана |
| 15 | Аб'ёмная спрынклерная сістэма |
| 16 | сістэма астуджэння |
| 17 | CTS (2MPA) |
| 18 | Стандартныя інструменты і скрыні для інструментаў |
| Стандартныя інструменты і скрыні для інструментаў |





