






Двухшпіндзельны такарны станок з ЧПУ серыі 208






Канфігурацыя прадукту
Уводзіны
ТурэльDэзайнPпрадукцыйнасць
Інтэграваная станоўчая канструкцыя па восі Y вельмі цвёрдая, звышмоцная і мае лепшыя характарыстыкі, чым інтэрпаляцыйная вось Y.
·Больш гладкая і гладкая апрацоўка контуру плоскасці
· Прасцей апрацоўваць складаныя крывалінейныя паверхні і контуры
У параўнанні з "інтэрпаляцыяй Y", "станоўчы Y" мае відавочныя перавагі ў плоскасці фрэзеравання. «Станоўчы Y» рух па восі Y перпендыкулярны восі X і з'яўляецца рухам па адной восі. Рух па восі Y "інтэрпаляцыі Y" заключаецца ў інтэрпаляцыі прамой лініі праз адначасовы рух восі X і восі Y. У параўнанні з «станоўчым Y» для плоскасці фрэзернай плоскасці, апрацоўка «станоўчай» восі Y відавочна яркая і гладкая.
ПрамаяDракаSсінхронныEлектрычныSшпілька
Высокая калянасць, высокі крутоўны момант, больш высокая эфектыўнасць, лепшая аздабленне, больш дакладная індэксацыя.
Усе асноўныя дэталі машын зроблены з чыгуну HT300 з надзвычай моцнай здольнасцю паглынання ўдараў.
Асаблівасці станкоў з электрашпіндзелямі з прамым прывадам
●Дакладнасць пазіцыянавання інкрэментальнага энкодэра з магнітным кольцам (сінус і косінус): 20 кутніх секунд,
Дакладнасць індэксацыі па восі C: 40 кутніх секунд
● Хуткая хуткасць рэакцыі старт-стоп, эканомія часу станка і эфектыўнае паляпшэнне вытворчых магутнасцей
●Малая нагрузка на рэзанне, энергазберажэнне і энергазберажэнне, лепшая абарона станкоў і падоўжаны тэрмін службы
● Эфектыўна ліквідуе вібрацыю шпіндзеля, добры эфект балансавання, добрую аздабленне і паляпшае аздабленне паверхні нарыхтовак.
(Перавагі такарнай апрацоўкі замест шліфавання, знешні выгляд цвёрдага павароту, шурпатасць паверхні Ra 0,2 мкм)
· Рухавік шпіндзеля абсталяваны сістэмай астуджэння для падаўлення ўплыву цеплавога зрушэння і забеспячэння таго, каб шпіндзель працягваў працаваць пры пастаяннай тэмпературы.
(Дакладнасць біцця насавой часткі знаходзіцца ў межах 0,002 мм, што забяспечвае больш стабільную дакладнасць)
· Сінхронны шпіндзель з прамым прывадам, усталяваны ззаду, больш зручная ўстаноўка і абслугоўванне
· A2-5: 7016AC-пярэднія два заднія два
· A2-6: пярэдні NN3020+100BAR10S, задні NN3018
A2-8: пярэдні NN3024+BT022B*2, задні NN3022
цяжкі-DутыCастIРонBасеAnd Cкампаненты
Усе адліўкі аптымізаваны з выкарыстаннем аналізу канчатковых элементаў (FEA) для памяншэння скажэнняў і здольнасці паглынаць удары пры адрыве. Адліўкі асноўных серый такарных станкоў умацаваны рэбрамі для павышэння калянасці і тэрмічнай стабільнасці. Кампактныя і сіметрычныя адліўкі бабкі і задняй бабкі яшчэ больш павышаюць цвёрдасць і забяспечваюць высокую дакладнасць пазіцыянавання і паўтаральнасць.
Тэхнічныя характарыстыкі
| Пункт | Імя | адзінка | 208MS | 208 МСГ |
| Падарожжа | Макс. дыяметр павароту ложка | mm | Φ680 | Φ700 |
| Макс. дыяметр апрацоўкі | mm | Φ370 | Φ300 | |
| Макс. дыяметр кручэння на трымальніку інструмента | mm | Φ300 | Φ300 | |
| Макс. даўжыня апрацоўкі | mm | 420 | 400 | |
| Адлегласць паміж двума цэнтрамі | mm | - | - | |
| Sшпілька Цыліндр Чак | Нос верацяна | ASA | A2-6 | A2-6 |
| Гідраўлічны цыліндр/патрон | цаля | 8'' | 8'' | |
| Дыяметр скразнога адтуліны шпіндзеля | mm | Φ79/66 | Φ79/66 | |
| Макс. стрыжань праз дыяметр адтуліны | mm | Φ65/52 | Φ65/52 | |
| Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 4300 | 4300 | |
| Магутнасць рухавіка шпіндзеля | kw | 18/22 | 18/22 | |
| Крутоўны момант рухавіка шпіндзеля | Nm | 91-227 | 91-227 | |
| суб-Sшпілька Цыліндр Чак | суб-Нос верацяна | ASA | А2-5 | А2-5 |
| суб-Гідраўлічны цыліндр/патрон | цаля | 6» | 6» | |
| суб-Дыяметр скразнога адтуліны шпіндзеля | mm | Φ56 | Φ56 | |
| суб-Макс. стрыжань праз дыяметр адтуліны | mm | Φ46 | Φ46 | |
| суб-Шпіндзель Макс. хуткасць | абаротаў у хвіліну | 5500 | 5500 | |
| суб-Магутнасць рухавіка шпіндзеля | kw | 17.5 | 17.5 | |
| X/ZN/SAXISFeedPпараметры | X магутнасць рухавіка | kw | 2.5 | 2.5 |
| Y магутнасць рухавіка | kw | - | 1.2 | |
| Z магутнасць рухавіка | kw | 2.5 | 2.5 | |
| Sмагутнасць рухавіка | Kw | 1.2 | 1.2 | |
| Xперамяшчэнне восі | mm | 236 | 204 | |
| Yперамяшчэнне восі | mm | - | 100±50 | |
| Zперамяшчэнне восі | mm | 510 | 492 | |
| Тэхнічныя характарыстыкі рэйкі па восі X/Z | спец | 35 ролік | 35 ролік | |
| Спецыфікацыі рэйкі па восі Y | спец | 25 ролік | 25 ролік | |
| Ход па восі S | mm | 600 | 600 | |
| Xвосі хуткі ход | Мм/хв | 20 | 20 | |
| Zвосі хуткі ход | Мм/хв | 20 | 20 | |
| Yвосі хуткі ход | Мм/хв | - | 8 | |
| Sвосі хуткі ход | Мм/хв | 24 | 24 | |
| Магутнасць сервопривода ТурэльPпараметры | Сілавы вежавы тып | / | BMT55 | BMT55 |
| Інструментальная станцыя | / | 12T | 12T | |
| М магутнасць рухавіка | kw | 5.5 | 5.5 | |
| Крутоўны момант рухавіка восі М | Nm | 35 | 35 | |
| Магутнасць галавы Макс. хуткасць | абаротаў у хвіліну | 6000 | 6000 | |
| Спецыфікацыі трымальніка інструмента па вонкавым дыяметры | mm | 25*25 | 25*25 | |
| Тэхнічныя характарыстыкі трымальніка інструмента па ўнутраным дыяметры | mm | Φ40 | Φ40 | |
| Час змены суседняга інструмента | сек | 0,15 | 0,15 | |
| Дакладнасць пазіцыянавання | / | ±2” | ±2” | |
| Паўтарыце дакладнасць пазіцыянавання | / | ±1” | ±1” | |
| Задняя бабкаPпараметры | Праграмуемая гідраўлічная задняя бабка | / | - | - |
| Задняя бабка Макс. падарожжа | mm | - |
| |
| Дыяметр рукавы | mm | - |
| |
| Рукаў падарожжа | mm | - |
| |
| Звужэнне рукавоў | / | - |
| |
| Памеры | Габарытныя памеры | m | 2800*2100*1800 | 2700*2400*2000 |
| Вага машыны прыбл. | kg | 5900 | 5300 | |
| Іншае | Аб'ём бака для рэзультатыўнай вадкасці | L | 150 | 150 |
| Магутнасць помпы астуджальнай вады | kw | 0,75 | 0,75 | |
| Аб'ём скрынкі гідраагрэгата | L | 40 | 40 | |
| Магутнасць рухавіка гідраўлічнага алейнага помпы | kw | 1.5 | 1.5 | |
| Аб'ём бака змазачнага масла | L | 2 | 2 | |
| Магутнасць рухавіка помпы аўтаматычнай змазкі | kw | 50 | 50 |
Увядзенне ў канфігурацыю
ЛягчэйTo Use And MрудаPмагутны
● Цалкам мадэрнізаваны дызайн
●Абсталяваны i HMI
●Абсталяваны найноўшай тэхналогіяй ЧПУ і сервопривода FANUC
● Стандартызаваны з персаналізаванымі функцыямі
●Павялічаны аб'ём памяці
ЛёгкасцьOf Use
Прадухіленне раптоўнага прастою машыны шляхам прафілактычнага абслугоўвання
● Багатыя функцыі прагназавання няспраўнасцяў
Лёгка вызначыце месца няспраўнасці і скароціце час аднаўлення
● Функцыі дыягностыкі/тэхнічнага абслугоўвання
Высокая прадукцыйнасць апрацоўкі
СкарочаныCycleTімя
●Высокаэфектыўная тэхналогія апрацоўкі
Дамагчыся якаснай апрацоўкі
Тэхналогія тонкай апрацоўкі паверхні
● Функцыя дыягностыкі/тэхнічнага абслугоўвання
ВысокіOперацыяRелі
Заўсёды падтрымлівае розныя аперацыі на месцы апрацоўкі
●FANUC
ПерсаналізаваныяSэкранIs EасірTo Use
● Стандартызаваная персаналізаваная функцыя
Ініцыятывы ў галіне IoT
●Падтрымка шырокага спектру лакальных сетак

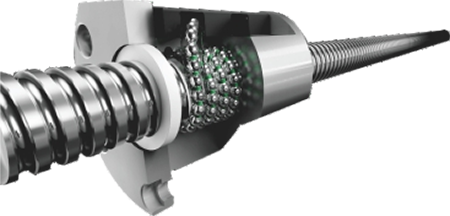
THKBусёSэкіпаж
·Класс C3, з выкарыстаннем высокадакладнай шарыка-шрубавай шрубы, з папярэдняй нагрузкай гайкі і апрацоўкай папярэдняга нацяжэння шрубы для папярэдняй ліквідацыі люфта і падаўжэння пры павышэнні тэмпературы, дэманструючы выдатнае пазіцыянаванне і дакладнасць паўтаральнасці.
· Прамы прывад серварухавіка для памяншэння памылкі люфта.
THKRбольшLinearGкіраўніцтва
·Сверхвысокая цвёрдасць класа P, прэцызійны клас SRG, лінейная накіроўвалая з нулявым зазорам, дугавая рэзка, рэзка са скосам, тэкстура паверхні адносна аднастайная. Падыходзіць для працы на высокай хуткасці, што значна зніжае прывадную моц, неабходную для станкоў.
· Качэнне замест слізгацення, невялікія страты на трэнне, адчувальная рэакцыя, высокая дакладнасць пазіцыянавання. Ён можа адначасова вытрымліваць нагрузку ў напрамку руху, і паверхня кантакту гусеніцы па-ранейшаму знаходзіцца ў шматкропкавым кантакце падчас нагрузкі, і калянасць рэзання не будзе зніжана.
·Прастата зборкі, моцная ўзаемазаменнасць і простая структура змазкі; колькасць зносу вельмі малая, а тэрмін службы доўгі.

SKFBзавушніца/OilingMхварэць
·Аўтаматычная змазка задавальняе патрэбы розных прыкладанняў, падыходзіць для розных умоў працы, надзейныя прадукты, гнуткае выкарыстанне.
· Задаволіць патрэбы ў змазцы падшыпнікаў пры высокай тэмпературы, моцнай вібрацыі і небяспечным асяроддзі.
Кожная кропка змазкі выкарыстоўвае аб'ёмны прапарцыянальны размеркавальнік для кантролю колькасці змазкі, і машына можа кіравацца з дапамогай ПЛК для дакладнай падачы алею.







