






Фланцавы свідравальны станок з чатырма станцыямі

Асаблівасці машыны
Серыя свідравальных і фрэзерных станкоў з ЧПУ для фланцаў з чатырма станцыямі ў асноўным выкарыстоўваецца для круглай апрацоўкі фланцаў, а таксама можа выкарыстоўвацца для эфектыўнага свідравання / фрэзеравання нарыхтовак з таўшчынёй у межах эфектыўнага дыяпазону, такіх як паўвалы, плоскія пласціны, фланцы, дыскі і кольцы / Нарэзка / разгортка / гравіроўка і іншыя працэсы. Скразныя і глухія адтуліны можна прасвідраваць у элементах з простых матэрыялаў і кампазітных матэрыялах. Станок мае лічбавае кіраванне для зручнасці працы. Можна дасягнуць аўтаматызацыі, высокай дакладнасці, некалькіх гатункаў, масавай вытворчасці.
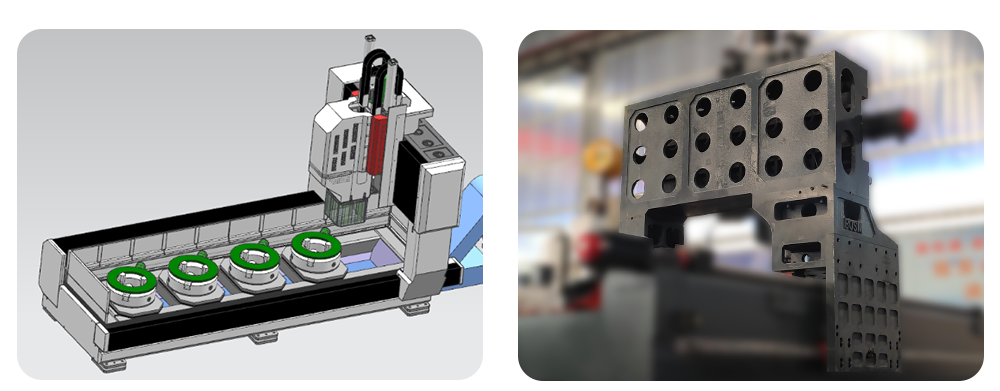
Будова машыны
Гэтая машына ў асноўным мае працоўны стол, чатыры камплекты гідраўлічных чатырохкулачковых самацэнтрыруючыхся патронаў, мабільны партал, мабільнае слізгальнае сядло, свідравальную і фрэзерную галоўку, аўтаматычную змазку і ахоўную прыладу, цыркуляцыйную прыладу астуджэння, лічбавая сістэма кіравання і электрычная сістэма. Склад і г.д. Падтрымліваючы і накіроўваючы накіроўвалую лінію качэння і прэцызійны прывад хадавога шрубы, станок мае высокую дакладнасць пазіцыянавання і дакладнасць паўторнага пазіцыянавання.
1.Bed працоўны стол:
Ложак выраблена з сталёвых канструктыўных частак. Завяршаецца другаснай загартоўкай. Ён валодае добрай дынамічнай і статычнай калянасцю і не дэфармуецца. На працоўным стале выкарыстоўваюцца чатыры камплекты 500-міліметровых чатырохкулачковых самацэнтрыруючыхся гідраўлічных патронаў для хуткага заціску нарыхтовак. Па абодва бакі станіны ўстаноўлены дзве лінейныя пары накіроўвалых звышвялікай ёмістасці. Пасля пазіцыянавання два камплекты імпартнай фіксацыі высокай інтэнсіўнасці. Магутны рэйкавы заціск трывала ўсталяваны і зафіксаваны на рэйцы. Заціск ідэальна падыходзіць, не пашкоджваючы паўзунок рэйкі. Час адкрыцця і закрыцця заціску складае ўсяго 0,06 секунды, што значна скарачае час апрацоўкі. У сістэме прывада выкарыстоўваецца абсалютны серварухавік шыны і дакладнасць ШВП рухае партальны механізм у напрамку восі Y. У ніжняй частцы ложка размешчаны рэгуляваныя балты, якія дазваляюць лёгка адрэгуляваць узровень століка.
2.Мабільны партал:
Мабільны партал адліты з шэрага чыгуну 250. Вышыня цяжкай бэлькі складае 800 мм для павышэння яе трываласці. На пярэднім баку партала ўстаноўлены дзве пары лінейных накіроўвалых пракаткі звышвялікай грузападымальнасці. Сіні паўзунок выкарыстоўвае прэцызійную шарыкавінтавую пару і серварухавік для перамяшчэння паўзунка сілавой галоўкі ў кірунку восі Y. Свідравальная галоўка ўстаноўлена на паўзуне галоўкі. Рух партальнай шрубы ажыццяўляецца з дапамогай серварухавіка, які рухае шарыка-шрубавую шрубу, якая круціцца на шарыка-шрубавай шрубе праз прэцызійную муфту.
3.Мабільнае рассоўнае сядло:
Мабільнае слізгальнае сядло - гэта канструктыўны элемент з дакладнага чыгуну. Слізгальнае сядло пашырана і павялічана для павелічэння міжцэнтральнай адлегласці накіроўвалай рэйкі. Два камплекты пар лінейных накіроўвалых рэек звышвялікай ёмістасці і прэцызійных шарыка-шрубавых пар падлучаны да высокадакладнага рычага. Серварухавік тармазу прыводзіць у рух свідравальную галоўку ў напрамку восі Z, што можа рэалізаваць хуткую перамотку наперад, прамысловы прагрэс, хуткая перамотка назад і прыпынак сілавой галоўкі. З функцыямі аўтаматычнага разбівання габлюшкі, выдалення габлюшкі, паўзы.

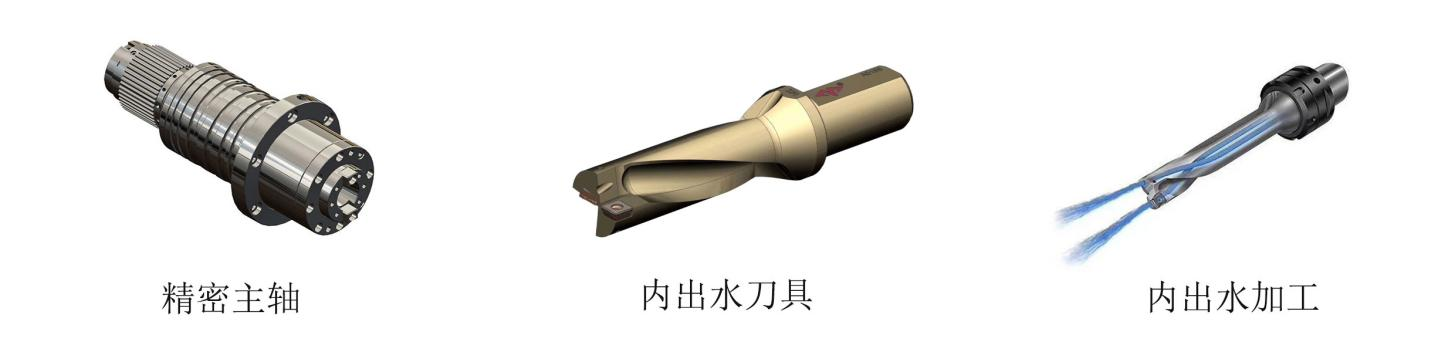
4.Магутнасць свідравальнай галоўкі:
У свідравальнай галоўцы выкарыстоўваецца спецыялізаваны серварухавік шпіндзеля. Прэцызійны механічны шпіндзель прыводзіцца ў дзеянне запаволеннем зубчастага сінхроннага рамяня для павелічэння крутоўнага моманту. У шпіндзелі выкарыстоўваюцца пярэднія трох-, двух- і пяцірадковыя японскія радыяльна-упорныя падшыпнікі для бесступенькавага змены хуткасці. Хуткая і простая замена, падача прыводзіцца ў рух серварухавіком і шарыка-шрубавай шрубай. Восі X і Y можна звязаць, а паўзамкнёнае кіраванне можа выкарыстоўвацца для дасягнення функцый лінейнай і кругавой інтэрпаляцыі.
5. Плоскі ланцуг аўтаматычны канвеер габлюшкі і цыркуляцыйная прылада астуджэння
Гэтая машына абсталявана плоскаланцуговым аўтаматычным транспарцёрам габлюшкі і зборнікам габлюшкі. Цыркуляцыйная астуджальная прылада абсталявана папяровым фільтрам, які мае ўнутраны астуджальны помпа высокага ціску і знешні астуджальны помпа нізкага ціску для ўнутранага і вонкавага астуджэння інструмента.
5.1 Аўтаматычная змазка і ахоўная прылада:
Гэтая машына абсталявана арыгінальнай тайваньскай аўтаматычнай змазкай з аб'ёмным парцыяльным ціскам, якая можа аўтаматычна змазваць накіроўвалыя рэйкі, хадавыя шрубы і іншыя рухомыя пары, і няма мёртвага вугла для забеспячэння тэрміну службы машыны. Вось X і Y станка абсталяваны пыленепроницаемыми ахоўнымі чахламі, а вакол варштата ўстаноўлены воданепранікальныя брызгозащиты.
6. ЧПУсістэма кіравання:
6.1. Дзякуючы функцыі ломкі стружкі, час ломкі стружкі і цыкл ломкі стружкі можна ўсталяваць на інтэрфейсе чалавек-машына.
6.2. З функцыяй пад'ёму інструмента вышыню ўздыму інструмента можна ўсталяваць на інтэрфейсе чалавек-машына. Пры свідраванні на такую вышыню свердзел хутка падымаецца над нарыхтоўкай, пасля чаго габлюшка разбіваецца, а затым хутка перамяшчаецца на паверхню свідравання і аўтаматычна ператвараецца ў працу.
6.3. Цэнтралізаваны блок кіравання і партатыўны блок маюць лікавую сістэму кіравання і абсталяваны інтэрфейсам USB і ВК-дысплеем. Каб палегчыць праграмаванне, захаванне, адлюстраванне і сувязь, аперацыйны інтэрфейс мае такія функцыі, як дыялог чалавек-машына, кампенсацыя памылак і аўтаматычная сігналізацыя.
6.4. Абсталяванне мае функцыю папярэдняга прагляду і паўторнай праверкі становішча адтуліны перад апрацоўкай, і аперацыя вельмі зручная.

7.Rail заціск:
Заціск складаецца з асноўнага корпуса заціску, прывадаў і г. д. Гэта высокаэфектыўны функцыянальны кампанент, які выкарыстоўваецца ў спалучэнні з парай лінейных накіроўвалых. Дзякуючы прынцыпу пашырэння сілы клінавага блока, ён стварае моцную сілу заціску; ён мае фіксаваны партал, дакладнае пазіцыянаванне, антывібрацыю і функцыю для паляпшэння калянасці.
Мае наступныя характарыстыкі:
Ø 1)Бяспечная і надзейная, моцная сіла заціску, зацісканне нерухомай восі XY падчас апрацоўкі свідраваннем і наразаннем метчыкаў.
Ø 2) Надзвычай высокая сіла заціску павялічвае калянасць восевай падачы і прадухіляе фрэтцінг, выкліканы вібрацыяй.
Ø 3)Хуткая рэакцыя, час рэакцыі на адкрыццё і закрыццё складае ўсяго 0,06 секунды, што можа абараніць станок і павялічыць тэрмін службы хадавога шрубы.
Ø 4) Трывалая, нікеляваная паверхня, добрыя антыкаразійныя характарыстыкі.
Ø 5)Новая канструкцыя, каб пазбегнуць цвёрдых удараў пры зацягванні.

Спецыфікацыяn
| мадэль | БОСМ-DS500 | адзінка | |
| Максімальны памер нарыхтоўкі | Вонкавы дыяметр | 50-500 | mm |
| Максімальная вышыня нарыхтоўкі | 300 | Kg | |
| Паўвал дыяметр нарыхтоўкі | ≤200 | mm | |
| Даўжыня вала | 700 мм можна павялічыць у залежнасці ад падмурка | mm | |
| Таўшчыня нарыхтоўкі | ≤5 дыяметра свердзела | mm | |
| Вертыкальная свідравальная галоўка балоннага тыпу | КОЛ-ЦЬ | 1 | шт |
| Конусность шпіндзеля | BT40 | ||
| Дыяметр свердзела | Φ2-Φ36 | mm | |
| Дыяпазон націску | М6-М24 | ||
| Хуткасць кручэння шпіндзеля | 30~3000 | аб/мм | |
| Магутнасць рухавіка шпіндзеля сервопривода | 15 | Kw | |
| Адлегласць ад дна шпіндзеля да працоўнага стала | 150-550 мм±20 | mm | |
| Бакавое перамяшчэнне сілавой галоўкі (вось X) | МАКС. падарожжа | 2600 | mm |
| Хуткасць па восі Х | 0~8 | м/хв | |
| Магутнасць серводвигателя восі X | 2.4 | Kw | |
| Падоўжны рух рухомага прамяня (вось Y) | МАКС. падарожжа | 500 | mm |
| Хуткасць па восі Y | 0~8 | м/хв | |
| Магутнасць серводвигателя восі Y | 2.4 | Kw | |
| Рух падачы вертыкальнай шпалы (вось Z) | МАКС. падарожжа | 400 | mm |
| Хуткасць па восі Z | 0~4 | м/хв | |
| Магутнасць серводвигателя восі Z | Тормаз 1 × 2,4 | Kw | |
| Дакладнасць пазіцыянавання | 500х500 | ±0,03 | mm |
| Дакладнасць індэксацыі | 360° | ±0,001° | |
| Памер машыны | Даўжыня х шырыня х вышыня | 3600×1650×2300 | mm |
| Вага машыны | 8.5 | T | |
Кантроль якасці
Кожная машына адкалібравана з дапамогай лазернага інтэрферометра ад брытанскай кампаніі RENISHAW, які дакладна правярае і кампенсуе памылкі кроку, люфт, дакладнасць пазіцыянавання і дакладнасць паўторнага пазіцыянавання, каб забяспечыць дынамічную, статычную стабільнасць і дакладнасць апрацоўкі машыны. . Тэст шарыкавай штангі Кожная машына выкарыстоўвае тэстар шарыкавай штангі ад брытанскай кампаніі RENISHAW для карэкціроўкі сапраўднай дакладнасці круга і ма
chine геаметрычнай дакладнасці, і выконваць кругавыя эксперыменты рэзкі ў той жа час, каб забяспечыць 3D апрацоўкі машыны і дакладнасць акружнасці.

Асяроддзе выкарыстання станка
1.1 Экалагічныя патрабаванні да абсталявання
Падтрыманне пастаяннага ўзроўню тэмпературы навакольнага асяроддзя з'яўляецца важным фактарам для дакладнай апрацоўкі.
(1) Даступная тэмпература навакольнага асяроддзя -10 ℃ ~ 35 ℃. Калі тэмпература навакольнага асяроддзя складае 20 ℃, вільготнасць павінна быць 40 ~ 75%.
(2) Для падтрымання статычнай дакладнасці станка ў вызначаным дыяпазоне аптымальная тэмпература навакольнага асяроддзя павінна складаць ад 15 °C да 25 °C з розніцай тэмператур
Яна не павінна перавышаць ± 2 ℃ / 24 гадзіны.
1.2 Напружанне сілкавання: 3 фазы, 380 В, ваганні напружання ў межах ± 10%, частата сілкавання: 50 Гц.
1.3 Калі напружанне ў зоне выкарыстання нестабільнае, станок павінен быць абсталяваны рэгуляваным крыніцай харчавання, каб забяспечыць нармальную працу станка.
1.4. Станок павінен мець надзейнае зазямленне: провад зазямлення - медны, дыяметр провада павінен быць не менш за 10 мм², а супраціўленне зазямлення - менш за 4 Ом.
1.5 Для забеспячэння нармальнай працы абсталявання, калі сціснутае паветра ў крыніцы паветра не адпавядае патрабаванням крыніцы паветра, неабходна дадаць набор прылад для ачысткі крыніцы паветра (асушэння, абястлушчвання, фільтрацыі) перад пачаткам працы. паветразаборнік машыны.
1.6. Абсталяванне трэба трымаць удалечыні ад прамых сонечных прамянёў, вібрацыі і крыніц цяпла, а таксама ад высокачашчынных генератараў, электразварачных апаратаў і г.д., каб пазбегнуць збояў у вытворчасці або страты дакладнасці машын.
Да і пасля абслугоўвання
1) Перад абслугоўваннем
Дзякуючы вывучэнню запыту і неабходнай інфармацыі ад кліентаў, а затым зваротнай сувязі з нашымі інжынерамі, каманда Bossman Technical адказвае за тэхнічную сувязь з кліентамі і распрацоўку рашэнняў, дапамагаючы кліентам у выбары адпаведнага рашэння апрацоўкі і прыдатных машын.
2) Пасля службы
А. Машына з гадавой гарантыяй і аплатай пажыццёвага абслугоўвання.
B. На працягу гадавога гарантыйнага перыяду пасля таго, як машына прыбыла ў порт прызначэння, BOSSMAN прадаставіць бясплатныя і своечасовыя паслугі па тэхнічным абслугоўванні для розных нетэхнагенных няспраўнасцей машыны і своечасова бясплатна заменіць усе віды нетэхнагенных пашкоджанняў. платны . Няспраўнасці, якія ўзнікаюць па-за гарантыйным тэрмінам, павінны быць ліквідаваны за адпаведную плату.
C. Тэхнічная падтрымка на працягу 24 гадзін онлайн, TM, Skype, электронная пошта, своечасовае вырашэнне адпаведных пытанняў. калі гэта не ўдаецца вырашыць, BOSSMAN неадкладна арганізуе прыбыццё інжынера пасляпродажнага абслугоўвання на месца для рамонту, пакупнік павінен аплаціць VISA, авіябілеты і пражыванне.
Сайт кліента






