






Вытворчая лінія мяккіх засаўак
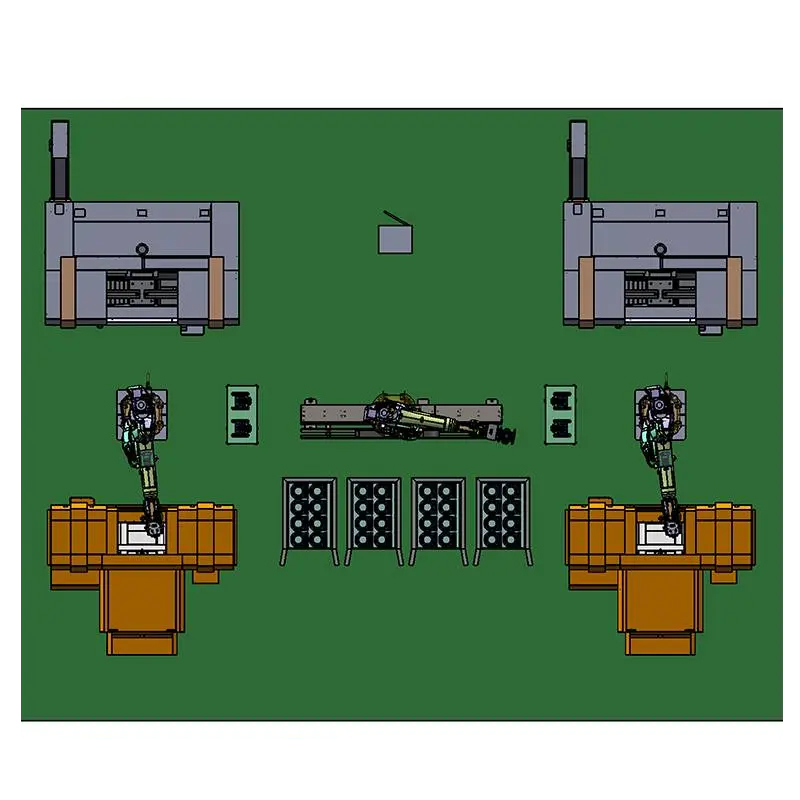
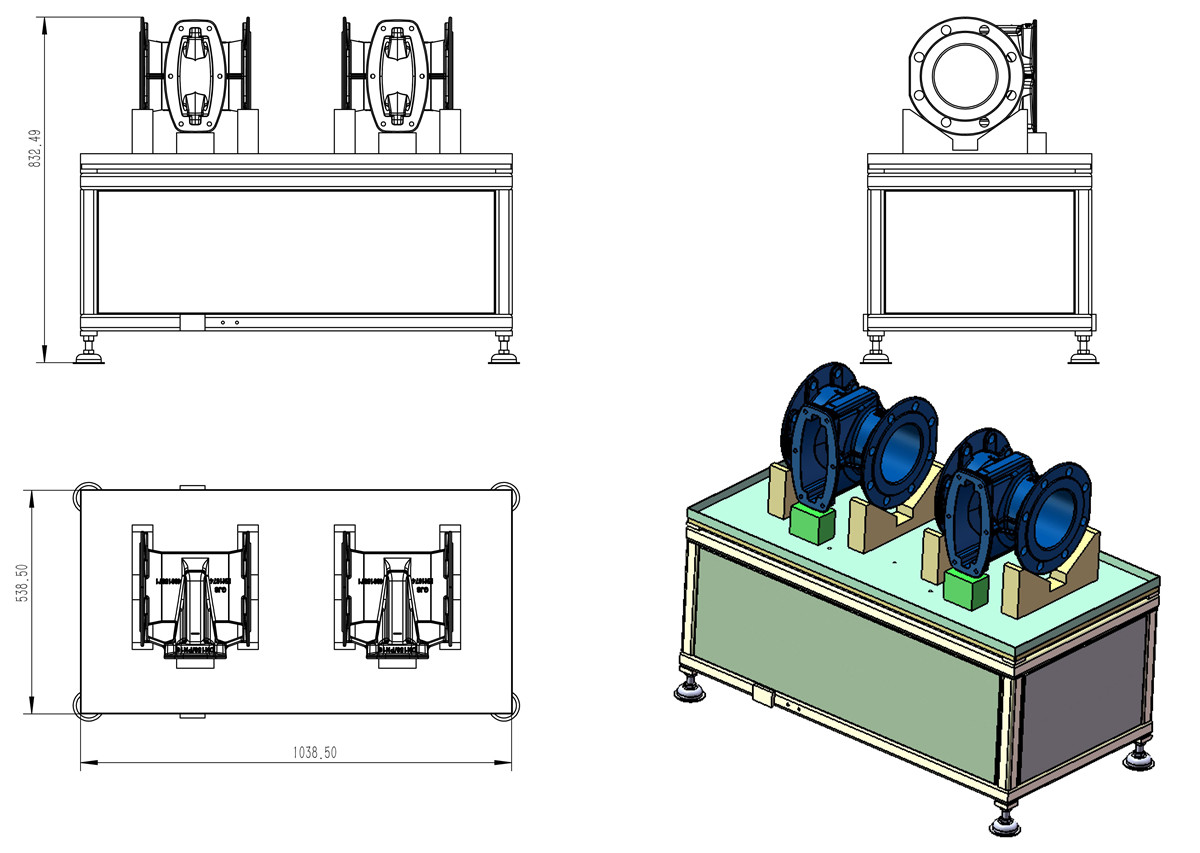
1. Аператар размяшчае паддон, поўны дэталяў корпуса клапана, у слот загрузкі пазіцыянавання 1 і слот загрузкі пазіцыянавання 2 для пазіцыянавання, а пусты латок размяшчае ў слот загрузкі пазіцыянавання 1 і слот разгрузкі пазіцыянавання 2 для пазіцыянавання.
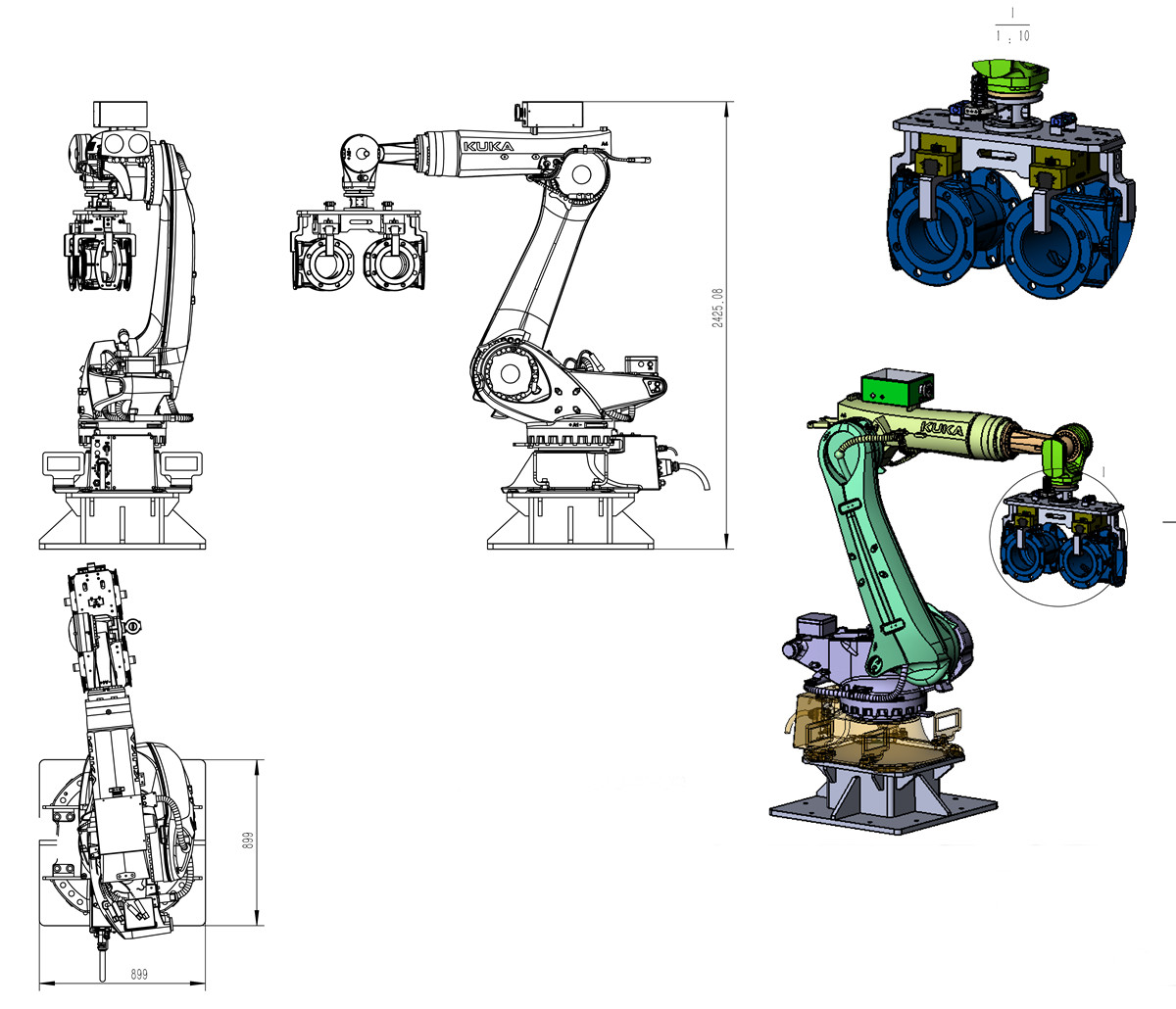
2. Камера на робаце 1 скануе дэталь на паддоне ў слоце пазіцыянавання падачы 1, каб дакладна пазіцыянаваць дэталь, пасля чаго дэталь 1 заціскаецца і размяшчаецца ў прыстасаванні для пазіцыянавання на буферным стале 1.
Адначасова ён захоплівае апрацаваную дэталь 3 (робат 2 толькі што ўзяў яе са станка 2), перамяшчаецца да слота для разгрузкі 1 і акуратна размяшчае яе на паддоне, як патрабуецца.
Камера на робаце 1 скануе дэталь на паддоне ў слоце пазіцыянавання падачы 2, каб дакладна пазіцыянаваць дэталь, а дэталь 4 заціскаецца і размяшчаецца ў прыстасаванні для пазіцыянавання на буферным стале 2.
Адначасова ён захоплівае апрацаваную дэталь 6 (робат 3 толькі што захапіў яе са станка 4), перамяшчаецца да слота разгрузкі 2 і акуратна размяшчае яе на паддоне, як патрабуецца.
3. Робат 2 заціскае апрацоўваную дэталь 1 з буфернага стала 1 і рухаецца да станка 1, захоплівае гатовую апрацоўваную дэталь 2 і заціскае яе, рухаецца да станка 2, захоплівае гатовую апрацоўваную дэталь 3 і заціскае яе, і рухаецца да буфернага стала 1. Размяшчае апрацоўваную дэталь 3. Робат 2 завяршае цыкл.
4. Робат 3 захоплівае апрацоўваную дэталь 4 з буфернага стала 2 і рухаецца да станка 3, захоплівае гатовую апрацоўваную дэталь 5 і заціскае яе, рухаецца да станка 4, захоплівае гатовую апрацоўваную дэталь 6 і заціскае яе, і рухаецца да буфернага стала 2. Размяшчае апрацоўваную дэталь 6. Робат 3 завяршае цыкл.
Катэгорыі прадуктаў
-

Вертыкальны такарны і фрэзерны цэнтр з ЧПУ для кампазітных...
-

Высокахуткасны апрацоўчы цэнтр з ЧПУ серыі GM
-

Высокахуткасны фрэзерны станок з ЧПУ серыі GT
-

Такарны станок з ЧПУ з двума шпіндзелямі SK32
-

Вертыкальны апрацоўчы цэнтр з ЧПУ RFTV510 для колаў...
-

Вертыкальны апрацоўчы цэнтр з ЧПУ серыі RFMV для W...
-

Вертыкальны такарны станок з ЧПУ RFCL63V/D для ступіцы кола
-

Гарызантальны такарны станок з ЧПУ серыі RFCP для ступіцы кола
-

Спецыяльная машына для каленчатага вала HG40/50QZ
-

Спецыяльны такарна-шліфавальны станок з ЧПУ HGQM-01
-

Спецыяльная машына для махавіка HG40/50L
-

Спецыяльная машына для задняй восі HGZK-06