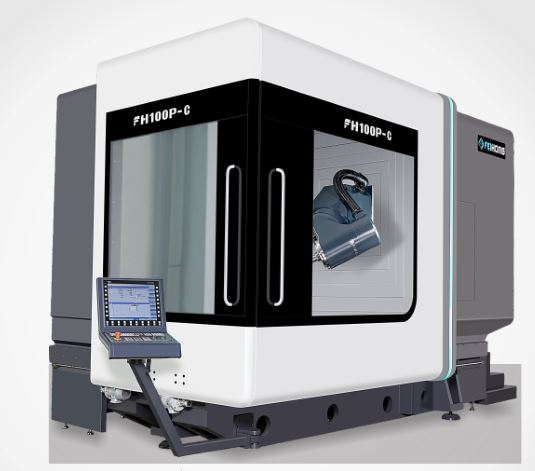
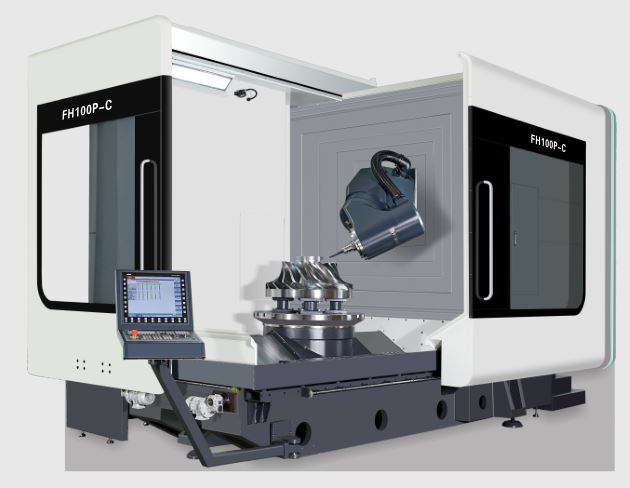
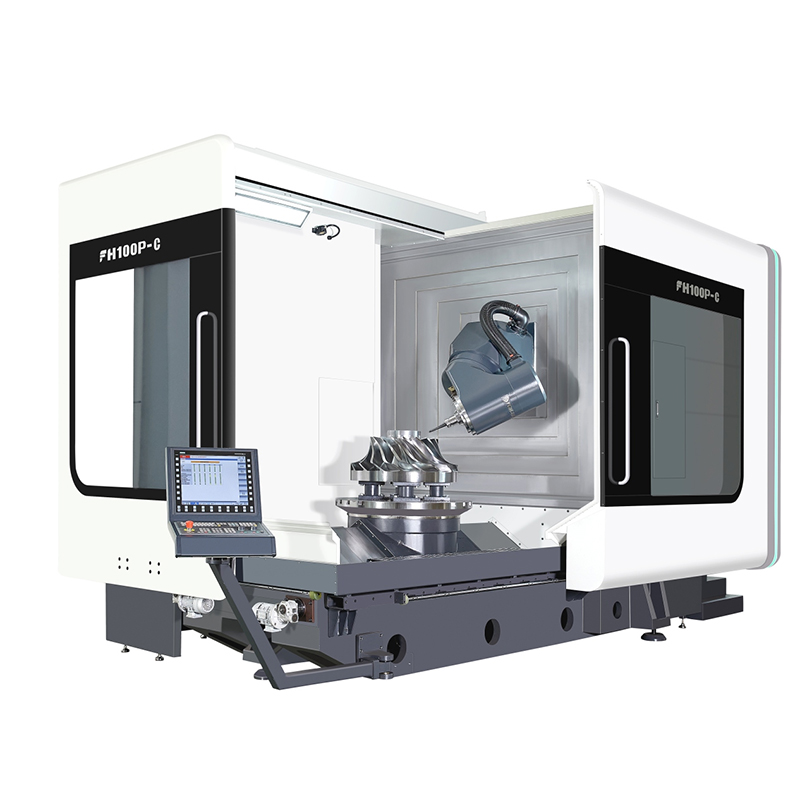
Адначасовае фрэзераванне па 5 восяў, такарнае 100P-C
Аб'ём пастаўкі
Табліца функцый стандартных аксесуараў (калі ласка, звярніцеся да функцыі кантролера для часткі электрычнага кіравання)
1. Кантролер Siemens 840DSL
2. Уласная пяцівосевая шматфункцыянальная паваротная галоўка
3. Электрычны шпіндзель DGZX-24012/34B2-KFHWVJS
4. Сістэма аўтаматычнай змены інструмента HSK-A100 на 40 інструментальных крам
5.X/Y/Z полы астуджальны шарыкавы вінт
6. 7 ролікавых лінейных слайдаў (3 для восі X, 2 для восі Y/Z)—BOSCH REXROTH
7. Аптычная лінейка па трох восях X/Y/Z з цалкам замкнёным контурам
8. Прылада кантролю тэмпературы электрычнай скрынкі
9. Ахаладжальнік шпіндзеля
10. Спіральнае прыстасаванне для пракаткі габлюшкі і задні канвеер жалезнай габлюшкі.
11. Вада з цэнтра шпіндзеля, кальцавая распыленне вады
12. Удзімайце паветра ў цэнтр шпіндзеля і ўдзімайце паветра ў кольца.
13. Пяцівосевая галава паўмесяца дзьме вадой, а паўмесяц дзьме паветрам.
14. 1 тып ахоўнай блакіроўкі для пярэдніх і бакавых рабочых дзвярэй
15. Прылада цыркуляцыйнага астуджэння шпіндзеля.
16. Воданепранікальная рабочая люмінесцэнтная лямпа
17. Прылада гідраўлічнай станцыі
18. Інфрачырвоны зонд Renishaw OMP60
19. Наладчык лазернага інструмента Renishaw
20. Цэнтральная цэнтралізаваная аўтаматычная падача змазкі
21. Вадзяны пісталет і паветраны інтэрфейс для ачысткі збоку
22. Сістэма астуджэння астуджальнай вадкасці
23. Цалкам закрыты ахоўны ліст
24. Аперацыйны бокс
25. Электрычная скрынка абсталявана кандыцыянерам
26. Электронны махавік Siemens
27. Выключальнік шпіндзеля з нажным прывадам
28. Падкладкі для ўзроўню падмурка і падмуркавыя балты
29. Інструменты для рэгулявання і скрыні для інструментаў
30. Тэхнічны дапаможнік
Параметр
| Пункт | універ | FH100P-C |
| Ход па восі Х | mm | 1000 |
| Ход па восі Y | mm | 1150 |
| Ход па восі Z | mm | 1000 |
| Адлегласць ад носа шпіндзеля да паверхні працоўнага стала | mm | 160-1160 |
| Гарызантальная фрэзерная галоўка | mm | 30-1030 |
| Падача / высокая хуткасць перамяшчэння | м/хв | 40 |
| Сіла падачы | KN | 10 |
| Паваротны стол (вось C) | ||
| Памер працоўнага стала | mm | Ø1050 |
| Макс. нагрузка на стол (млын) | kg | 4000 |
| Макс. нагрузка на стол (паварот) | kg | 3000 |
| Паваротны стол | абаротаў у хвіліну | 45 |
| Фрэзерны/такарны стол (складанае фрэзераванне і такарнае апрацоўка) | абаротаў у хвіліну | 500 |
| Мінімальны кут расколу | ° | 0,001 |
| Намінальны крутоўны момант | Nm | 1330 год |
| Максімальны крутоўны момант | Nm | 2630 |
| Паваротная фрэзерная галоўка з ЧПУ (вось B) | ||
| Дыяпазон ваганняў (0=Вертыкаль/180=Узровень) | ° | -15~180 |
| Хуткае перамяшчэнне і хуткасць кармлення | абаротаў у хвіліну | 103 |
| Мінімальны кут расколу | ° | 0,001 |
| Намінальны крутоўны момант | Nm | 1050 |
| Максімальны крутоўны момант | Nm | 2130 |
| Шпіндзель (такарная і фрэзерная) | ||
| Хуткасць кручэння шпіндзеля | абаротаў у хвіліну | 10000 |
| Магутнасць шпіндзеля | Kw | 42/58 |
| Крутоўны момант шпіндзеля | Nm | 215/350 |
| Канус шпіндзеля |
| HSKA100 |
| Адлегласць ад цэнтра шпіндзеля да паверхню накіроўвалай бэлькі | mm | 1091,5 |
| мадэль | адзінка | FH100P-C |
| Часопіс інструментаў | ||
| Інтэрфейс інструмента |
| HSKA100 |
| Ёмістасць інструментальнага крамы | шт | 40 |
| Max.tool дыяметр / даўжыня / вага |
| Ø135/300/12 |
| Пераключальнік інструментаў (інструмент да) | S | 2 |
| Вымяральны прыбор | ||
| Інфрачырвоны зонд | Rensishaw OMP60 | |
| Інструмент выяўлення інструмента ў рабочай зоне апрацоўкі | Rensishaw NC4F230 | |
| Перапрацоўчая магутнасць | ||
| Максімальны дыяметр свідравання (сталёвага памеру) |
| Ø50 |
| Максімальны дыяметр нарэзкі (сталёвага памеру) |
| М40 |
| Макс. дыяметр фрэзеравання (сярэдняя сталь) |
| 250 |
| Дакладнасць (ISO230-2 і VDI3441) | ||
| Дакладнасць пазіцыянавання X/Y/Z | mm | 0,006 |
| X/Y/Z Паўтарыце дакладнасць пазіцыянавання | mm | 0,004 |
| B/C дакладнасць пазіцыянавання |
| 8" |
| B/C Паўтарыце дакладнасць пазіцыянавання | 4" | |
| Сістэма кіравання |
| Siemens840D |
| Вышыня машыны (агульная машына) | mm | 3650 |
| Плошча, занятая галоўнай машынай (Д*Ш) | mm | 5170x3340 |
| Плошча, занятая для інструментальнага крамы (Д*Ш) | mm | 1915х1400 |
| Занятая плошча для канвеера габлюшкі (Д*Ш) | mm | 3120x1065 |
| Занятая плошча для рэзервуара для вады (Д*Ш) | mm | 1785x1355 |
| Агульная занятая плошча для камплектавання машыны (Д*Ш) | mm | 6000x3750 |
| Вага машыны | Kg | 21000 |
Станок з ЧПУкантролер
| Сістэма кіравання | Siemens 840DSL (рухавік і прывад) | ||
| Колькасць восяў кіравання | 5-восевае адначасовае фрэзераванне з адначасовым тачэннем (вось NC + шпіндзель, вось BC) | ||
| Адначасовае кіраванне 5 восямі Адначасовае фрэзераванне з тачэннем | пазіцыянаванне восі | Стандартныя X, Y, Z, B, C | |
| інтэрпаляцыя | прамая лінія | Восі X, Y, Z, B, C (X, Y, Z, B, C могуць быць кампенсаваныя) | |
| дуга | Восі X, Y, Z, B, C (X, Y, Z, B, C могуць быць кампенсаваныя) | ||
| Мінімальная адзінка навучання | 0,001 мкм | ||
| мінімальны блок кіравання | 0,1 нм | ||
| Дысплей | 19ВК-дысплей | ||
| Матор | Магчымасць патройнай перагрузкі з абсалютным кадавальнікам (пазіцыя кадавальніка ніколі не губляецца) | ||
| Функцыя знешняй сувязі | Інтэрфейс Ethernet і RS232C | ||
| Рэжым працы | MDI, аўтаматычны, ручной, махавік, паходжанне (абсалютнае), REPOS | ||
| праграмна | Інтэрнэт-рэдактар моў ISO | ||
| Максімальны аб'ём захоўвання праграм PLC | 2048 КБ | ||
| Інтэрпаляцыйная функцыя | Прамыя лініі, кругі праз цэнтральныя кропкі, спіралі, тонкія паверхні, налады высокай хуткасці і г.д. | ||
| Колькасць зрухаў інструмента | 512 груп | ||
| Махоўнік павелічэння | 0,1/0,01/0,001 мм | ||
| Мінімальная ўстаноўка і перамяшчэнне адзінак | 1 мкм/X, Y, Z | ||
| захаванне дадзеных | Дадзеныя памяці ніколі не будуць страчаны пры адключэнні харчавання | ||
| хуткасць падачы | 0%-150% | ||
| Хуткае павелічэнне наперад | 0%-100% | ||
| Інтэрфейс уводу і вываду | Інтэрфейс Ethernet і RS232C, CF-карта, рэзервовае капіраванне USB-назапашвальніка | ||
| мова адлюстравання | кітайская і англійская | ||
Колькасць стандартнай канфігурацыі
| No | Назва аксэсуара | адзінка | Колькасць |
| 1 | нажны перамыкач | набор | 1 |
| 2 | Гідраўлічны заціскны механізм | набор | 1 |
| 3 | Прылада цэнтралізаванай змазкі | набор | 1 |
| 4 | сістэма астуджэння | набор | 1 |
| 5 | працоўная лямпа | набор | 1 |
| 6 | Трохкаляровы святло | набор | 1 |
| 7 | гарызантальны мост | шт | 1 |
| 8 | Мацаванне станка | набор | 1 |
| 9 | Стандартны пакет інструментаў | набор | 1 |
| 10 | ахоўны дзвярны замак | набор | 1 |
| 11 | падмурак камплект | набор | 1 |
| 12 | Усталюйце інструмент рэгулявання | набор | 1 |
| 13 | Жорсткая нарэзка і шматкропкавае пазіцыянаванне шпіндзеля | набор | 1 |
| 14 | Шнековый канвеер і аўтамат для выдалення стружкі | набор | 1 |
| 15 | Стандартная гідраўлічная сістэма | набор | 1 |
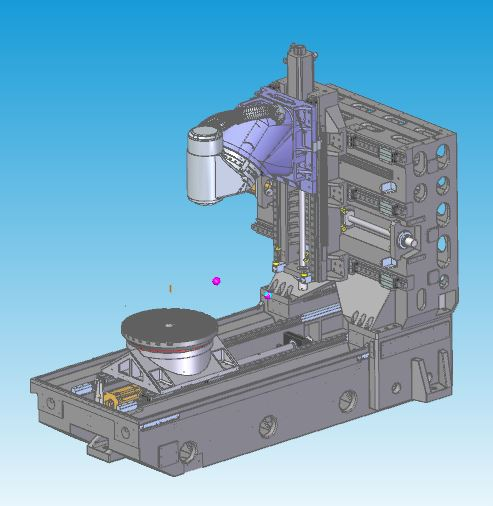
Асаблівасці дызайну | Лепшы дызайн аналізу механічнага ліцця дроту
Тэрмасіметрычная канструкцыя поўнага каробкавага тыпу з выкарыстаннем высакаякаснага чыгуну маркі Meehanna
Лячэнне гартавання і натуральнага старэння для ліквідацыі ўнутранага стрэсу
Структурная вібрацыя ўласнай частаты ліквідуе нагрузку пры апрацоўцы матэрыялу
Канструкцыя калоны вялікай плошчы высокай жорсткасці з поўнай сцяной, эфектыўна паляпшае калянасць і статычную і дынамічную дакладнасць
Трохвосевы полы астуджальны шнек
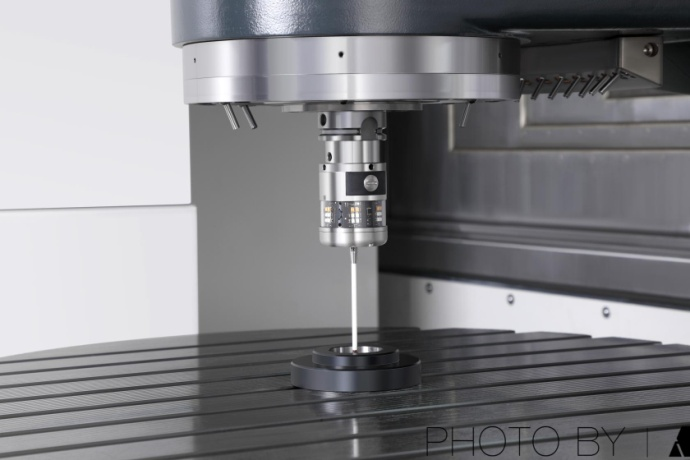
Паваротная фрэзерная галоўка з ЧПУ (вось B)

Асаблівасці канструкцыі
Убудаваны рухавік DD з нулявой ланцугом перадачы без люфта
Высокія разгонныя характарыстыкі
Найкарацейшы прамежак паміж насавой кропкай шпіндзеля і канструктыўнай кропкай апоры забяспечвае максімальную калянасць рэзання
Вялікія падшыпнікі YRT павялічваюць калянасць
Абсталяваны высокадакладнай сістэмай вымярэння энкодэра HEIDENHAIN, цалкам замкнёнае кіраванне для забеспячэння найлепшай дакладнасці
Дызайн сістэмы астуджэння шпіндзеля і восі B зніжае цеплааддачу
Паваротны стол (вось C)

Асаблівасці канструкцыі
Убудаваны рухавік DD з нулявой ланцугом перадачы без люфта
Высокія характарыстыкі рэакцыі на паскарэнне і запаволенне
Вялікія падшыпнікі YRT павялічваюць калянасць
Вялікі намінальны крутоўны момант, пазіцыянаванне і апрацоўка з дапамогай настольнага пазіцыянавання і заціскной прылады
Задаволіць дзве патрэбы апрацоўкі фрэзеравання і фрэзерна-такарнай апрацоўкі, скараціць апрацоўку нарыхтовак і палепшыць дакладнасць прадукту
Абсталяваны высокадакладнай сістэмай вымярэння энкодэра HEIDENHAIN, цалкам замкнёнае кіраванне для забеспячэння найлепшай дакладнасці
Канструкцыя сістэмы астуджэння для памяншэння цеплааддачы
Наладчык пад'ёмнага інструмента

Асаблівасці канструкцыі
Абсталяваны бескантактавым лазерным наладчыкам Ransishaw NC4F230 для больш высокай дакладнасці
Аўтаматычная налада інструмента на станку, аўтаматычнае абнаўленне кампенсацыі інструмента
Прылада для налады інструмента можа падымацца і апускацца, каб зэканоміць месца апрацоўванай паверхні
Цалкам герметычная канструкцыя з ліставога металу абараняе наладчык інструмента ад вады і жалезных пілавін падчас апрацоўкі
Інфрачырвоны зонд
Асаблівасці канструкцыі
Абсталяваны аптычным сэнсарным зондам Ransishaw OMP60
Выраўноўванне нарыхтоўкі і праверка памеру на станку, памяншаюць памылкі ручной праверкі, павышаюць дакладнасць прадукту і эфектыўнасць апрацоўкі
90% эканоміі часу на дапамогу на машыне